
KATO の D51 200 (2016-8)は、復活機仕様で、大変美しい出来となっています。
この模型に不可逆的に手を加えることには、多少の逡巡がありましたが、思い切って、リンク機構への改造を行うこととしました。前回の、C62 に続いての改造です。
改造は、前回と同じく、クロスヘッドに一体となっているユニオンリンクを切断し、ユニオンリンクと合併テコを銅棒から新造して、合併テコをバルブスピンドルガイドピン止めして、リンクとしての動くようにします。
合併テコは、本来は、ラジアスロッドとリンク結合すべきものですが、Nゲージ模型では、ラジアスロッドは固定されていて、しかもゲージの関係でリンクできない位置関係にありますので、見た目の位置関係から、バルブスピンドルガイドにリンクさせています。
また、実物の蒸機では、合併テコの上側にも、油壺とともに棒状の突出部が見えますが、これはラジアスロッド上にあって、ラジアスロッドにあわせて平行移動するもので、合併テコの動きにあわせて傾くものではありませんので、模型的には省略するものとしました。
下は、梅小路(京都鉄道博物館)で撮った、C61 2 の合併テコ付近の動きです(風切り音が大きいのでご注意ください)。
実機では、全てのロッド類が連携して、複雑な動きを実現していますが、例えば、ラジアスロッドは、前進・後退で上下の位置が変わるなど、模型で動きを表現するのは困難です。Nゲージ模型の改造としては、リンク機構の動きの表現(雰囲気の再現)は、前回と同じ態様とするのが妥当なバランスと見ました。
目標としては、前作C62より細く、精密感を高めることです。
なお、本工作を参考になさる場合は、自己の責任においてされるようお願いいたします。

開封したての D51 200 です。ここからクロスヘッドの際で、ユニオンリンクをニッパーで切断します。
あらかじめ走行テストをして加工前の状況を十分に把握しておくことをお勧めします。私は工作に意識が行ってしまい、それを怠ってしまったため、加工後の走行テストでの挙動が、加工によるものかどうかがわからない状態になりました。
新たなユニオンリンクは、クロスヘッドの下部の丸い部材(ユニオンリンク基部)に、外側からピン止めすることになります。
C62の加工のときは意識していなかったのですが、そのままピン止めすると、ユニオンリンクが外側にずれることになります。KATOのユニオンリンクパーツは厚さ約0.5mmですので、0.5mmくらい外にずれることになります。
合併テコをKATOと同形状に作ると、ユニオンリンクが斜めに結合されることとなり、見た目にも、また動作上もよくありません。
対策としては、ガタを大きく許容する・ユニオンリンク基部を削る・合併テコを非対称形状にする
などが考えられます。
ここで実車の合併テコを参照してみますと、
下は、梅小路の C62 1 の合併テコ付近の状況です。ラジアスロッドに刻印が見えます。

C62では、合併テコのユニオンリンク結合部は、おおむね左右対称形状です。
下は、D51 1 の状況です。ユニオンリンクなどに刻印があります。

D51 1 では、合併テコの二股部は、外にオフセットした形状となっており、ユニオンリンクも外に突き出して取り付けられています。
D51 200 も、Web上のさまざまな画像を参照すると、合併テコは同様の形状に思われます。
以上から、合併テコの二股部をオフセットさせれば、0.5mmのずれのかなりは吸収できますが、もともとスケールオーバーになっている部材なので、工作上はほどほどにしないと見た目のバランスが破綻しそうな気もします。
以上を踏まえて、
1 合併テコは、オフセット気味に削り出す
2 クロスヘッド下部のユニオンリンク基部を、わずかに削る
3 ユニオンリンクの、合併テコ取り付け側を0.4mm穴として、ガタを許容する
といったことになりました。
工作の素材は、ホームセンターで購入した銅の丸棒です。真鍮などではなく銅なのは、目立たない色合いと、加工のしやすさです。
ユニオンリンク用は直径1mm、合併テコは、直径2mmの丸棒から、レールアンビル上でのたたき出して加工を開始します。
加工の具体的な様子は、C62のときと同様ですので、そちらをご参照ください。
とくに合併テコの二股部は、もっと容易で細密感のある方法がないかとも思ったのですが、結局前回と同じ方法に落ち着きました。
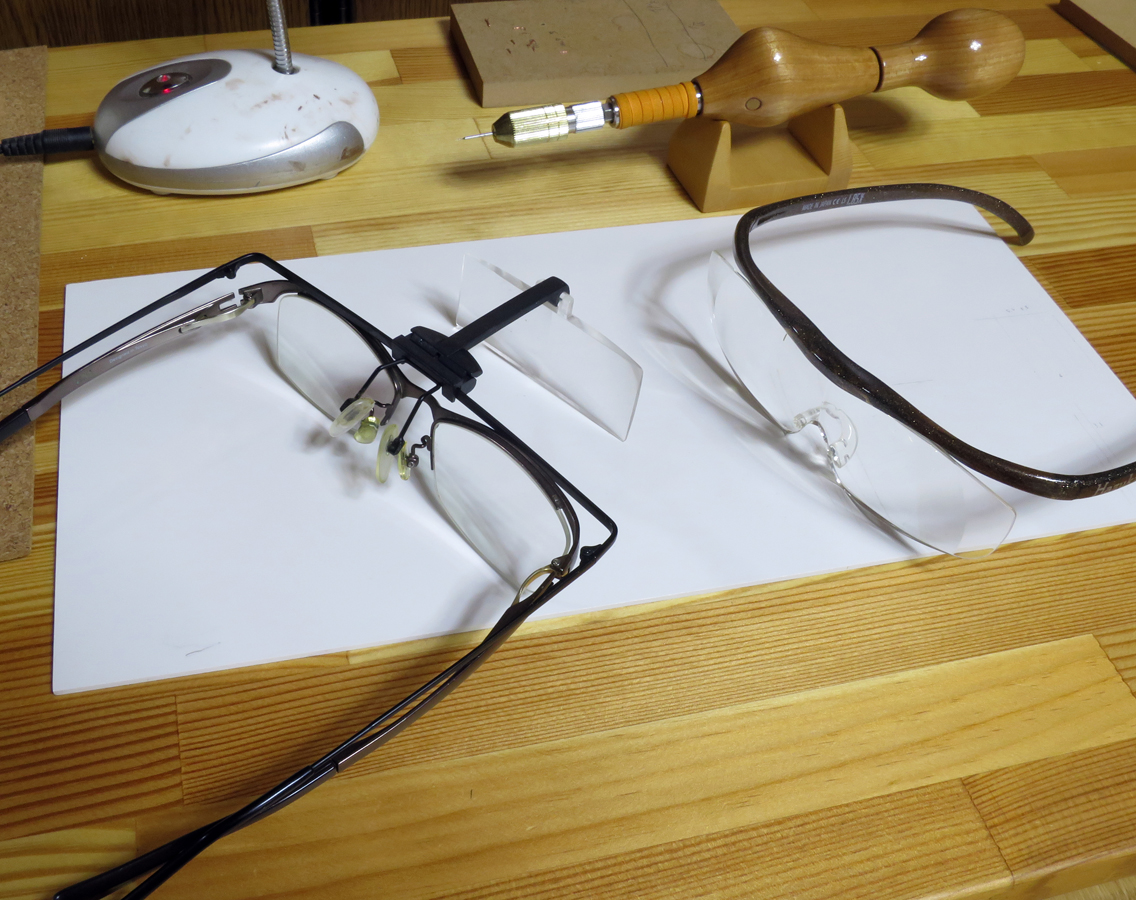
なお、加工の際は、ルーペが必須ですが、私の場合、極細の加工などの際は、エッシェンバッハのヘッドルーペ(ラボフレーム 2.5倍)を使用しています(メガネと併用です)。Hazuki ルーペ(ラージ 1.85倍)も所持していますが、私の目では、あまり近寄れず、拡大率が少し足りません。
穴あけは、ハイスピードドライバにタミヤの精密ドリルを装着して行います。合併テコは二股部がφ0.3mm、バルブスピンドルガイド取り付け部が0.4mm、ユニオンリンクは、合併テコ側が0.4mm、クロスヘッド側が0.3mmで穿孔しました。
合併テコ二股部の穿孔が難関で、ふところの距離、穴の垂直度にかなり気を使います。部材を十分に用意して、穿孔の出来により、選別する形になります。
また、同一部材に開ける二つの穴の距離も、できるだけ正確にしたいところです。
穴の間隔については、当初は深く考えず、C62と同じに考えてしまっていました。合併テコはそれで問題なさそうでしたが、仮組みの段階で、ユニオンリンクが長すぎと判明しました(そもそも工作上3.2mmより長くなっていた)。
手持ちのD51標準形東北仕様を調べてみると、ユニオンリンクはC62よりはっきり短いです。甘く考えていました。
小さく、単純な部材のユニオンリンクは何度も作り直しました。長さについては結構シビアで、長すぎるとシリンダーブロックにぶつかり、短すぎると合併テコが引っ張られます。結局、穴の間隔は3.0mmくらいがよいようです。
合併テコも気持ち長い気がしますが、許容範囲としました。
(備忘録メモ:合併テコ5.5mm(強) ユニオンリンク3.0mm(強))
なお、ハイスピードドライバを使った穿孔について、本記事の末尾に実演説明があります。
穿孔の後は、ひたすら部材を薄く、小さくしていく作業です。主としてハンドルーターを使いました。

加工は、できるだけ長い状態(持ち手のある状態)で行います。短くしてしまうと、追加の加工は困難になります。
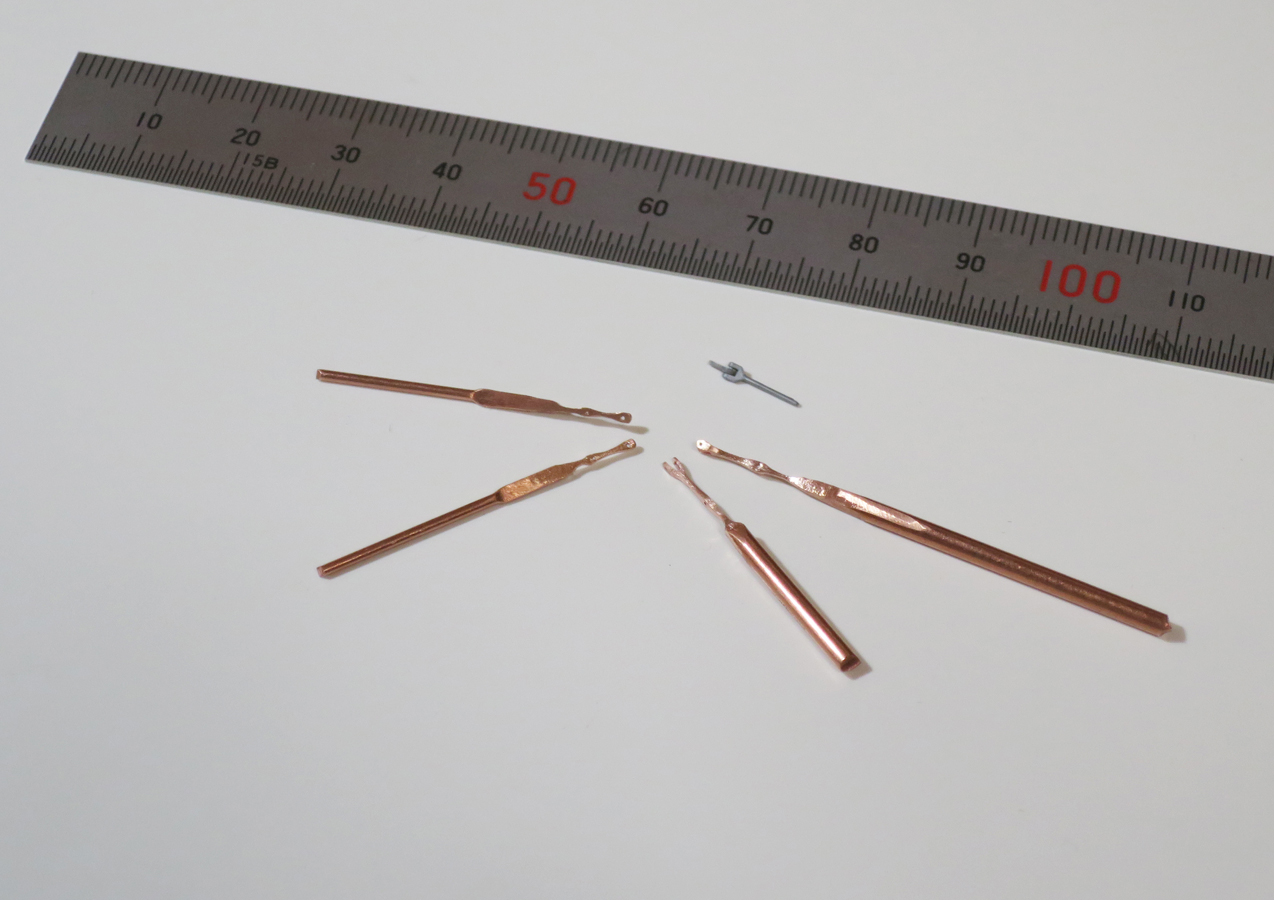
切断前の状況です。実はこのうち3つは後で新たに作り直しています。
部材はルーターで削りきるような形で切断したあと、端面は主としてスポンジやすりで丸めていきました。
下は、部材の加工が終了した状況です。まずまず小さくできたでしょうか。形状だけならもっと細くできますが、動かす模型として、強度の心配もあり、今回はこのあたりで妥協しました。
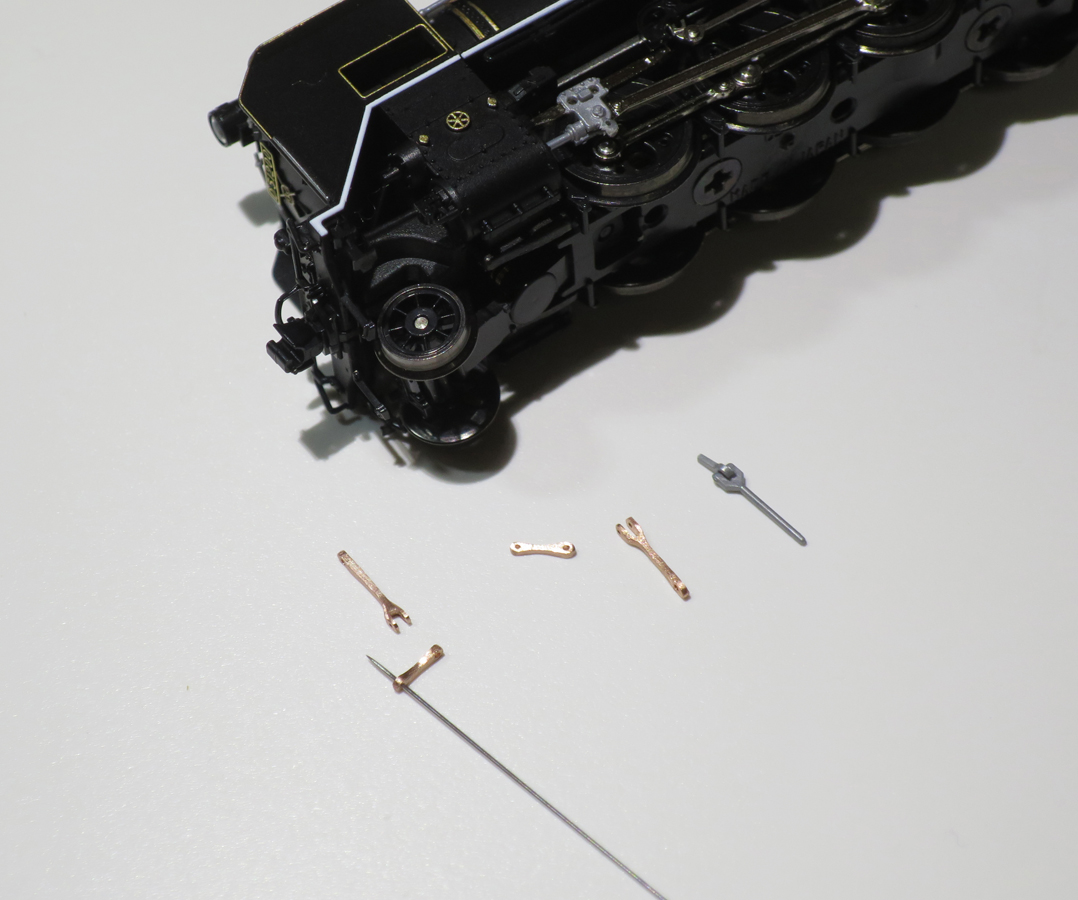
φ0.3mmの「有頭シガ昆虫針 00号」に刺して、車体に仮組みします。
昆虫針をごく浅く刺した状態で、直線線路上を、実際に低速走行させて、各部に干渉がないか確かめます(長すぎるユニオンリンクの失敗は、このとき発見したものです)。
問題がなさそうなら、短く切った昆虫針でピンを作り、ピンを刺して、組立・接着していきます。接着にはゼリー状瞬間接着剤を用います。

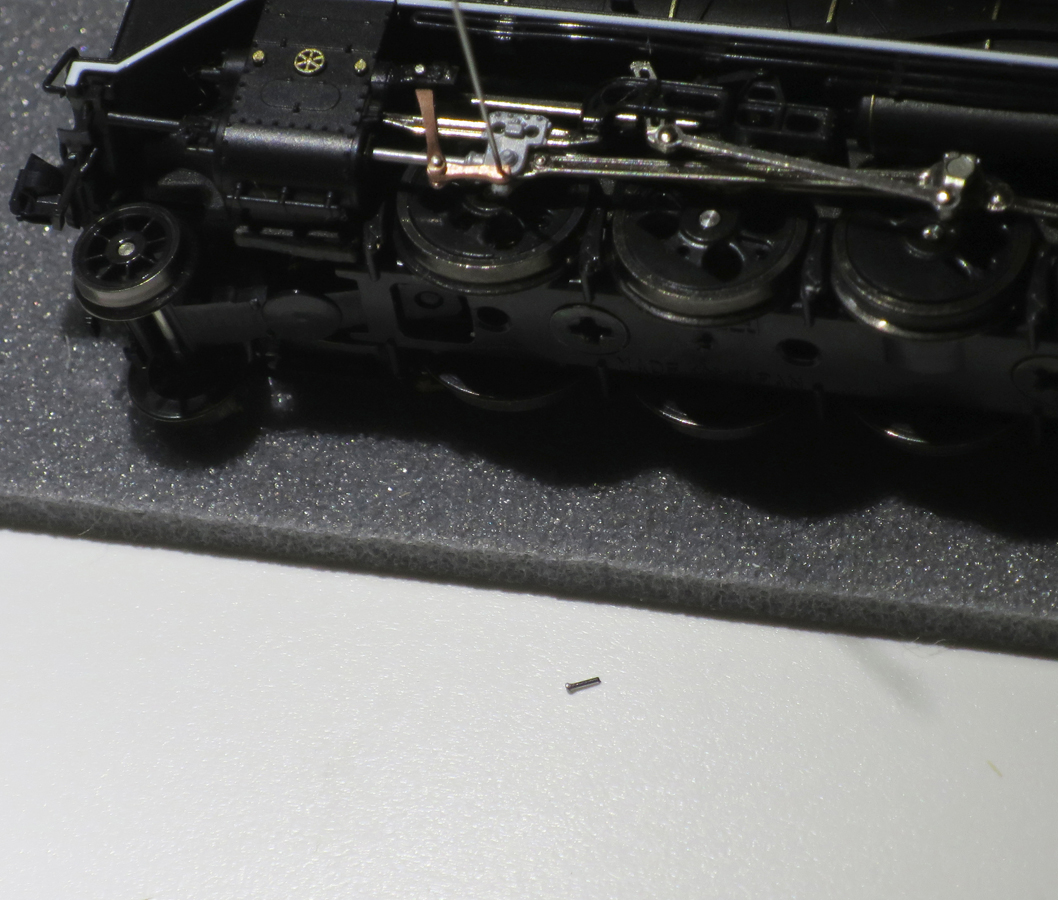
ピンの長さは、2mm前後ですが、最後は現物合わせとなります。
針は、あらかじめ、0.3mmの穴に首元までスムーズに入るか、頭がきれいな円形かを確認し、また、ハンドルーターで、頭部を軽く削って、気持ち薄くしました。
ピンの接着は、合併テコ・ユニオンリンクは、裏になる針側(頭部の反対)を接着、バルブスピンドルガイドは、表で頭部を接着、ユニオンリンク・クロスヘッドは、裏の針側(クロスヘッド側)で接着します。爪楊枝2本使いです。
バルブスピンドルガイドに刺したピンは、頭部をマジックで黒く塗っておきます。
スライドバー周りは、今回は無加工(モーションプレートへの接着固定はしない)としました。
今回は、非公式側、公式側の順に、一度に加工しました。

改造の終わった D51 200 です。合併テコとユニオンリンクをピン結合し、ユニオンリンクをクロスヘッドにピン結合し、合併テコをバルブスピンドルガイドにピン結合したリンク機構を備え、バルブギアの動きを、擬似的・雰囲気的に再現します。
C62のときもそうでしたが、金属部品が増えたので、クロスヘッド周りのプラ感が、かなり目立たなくなっていると思います。
公式側です。

非公式側です。

オーバースケール感は否めませんが、まずまずといったところでしょうか。
私は、Nゲージ蒸機は、後ろからの構図が好きなようです。一つには、ゲージの問題(車体に比べ軌間が広すぎる)が気にならない角度、というのもあると思います。
前回加工した、C62 34 とのシーンです。

C62 が、合併テコ類のスケールオーバー度が大きいにもかかわらず、それなりにまとまっていることを考えると、この加工は大型機の方が、余裕があるようです。
それにしても KATO の蒸機は Nゲージとは思えない精密感です。
なお、模型の写真撮影では、やや広角目に、余分をとって撮影し、あとでトリミングするほうが、画質は若干低下するものの、被写界深度上有利になります。上の写真もトリミングをしています。このあたりの計算については、別サイトですが、こちらに記事を載せています。
走行動画です。今回は、R348で、時計回り・反時計回り、前進・後進ともに、異音は発生しませんでした。
基本的に、非常にスムーズに動いています。R348では異音はなく、S字カーブも問題なく通過しました。
バック運転の左回り低速において動きが若干渋くなることがあるのですが、これが加工によるものかどうかは不明です。
合併テコ付近のリンク機構も、それらしい動きを表現できていると思われ、加工としては成功といえると思います。
ハイスピードドライバによる穿孔作業について
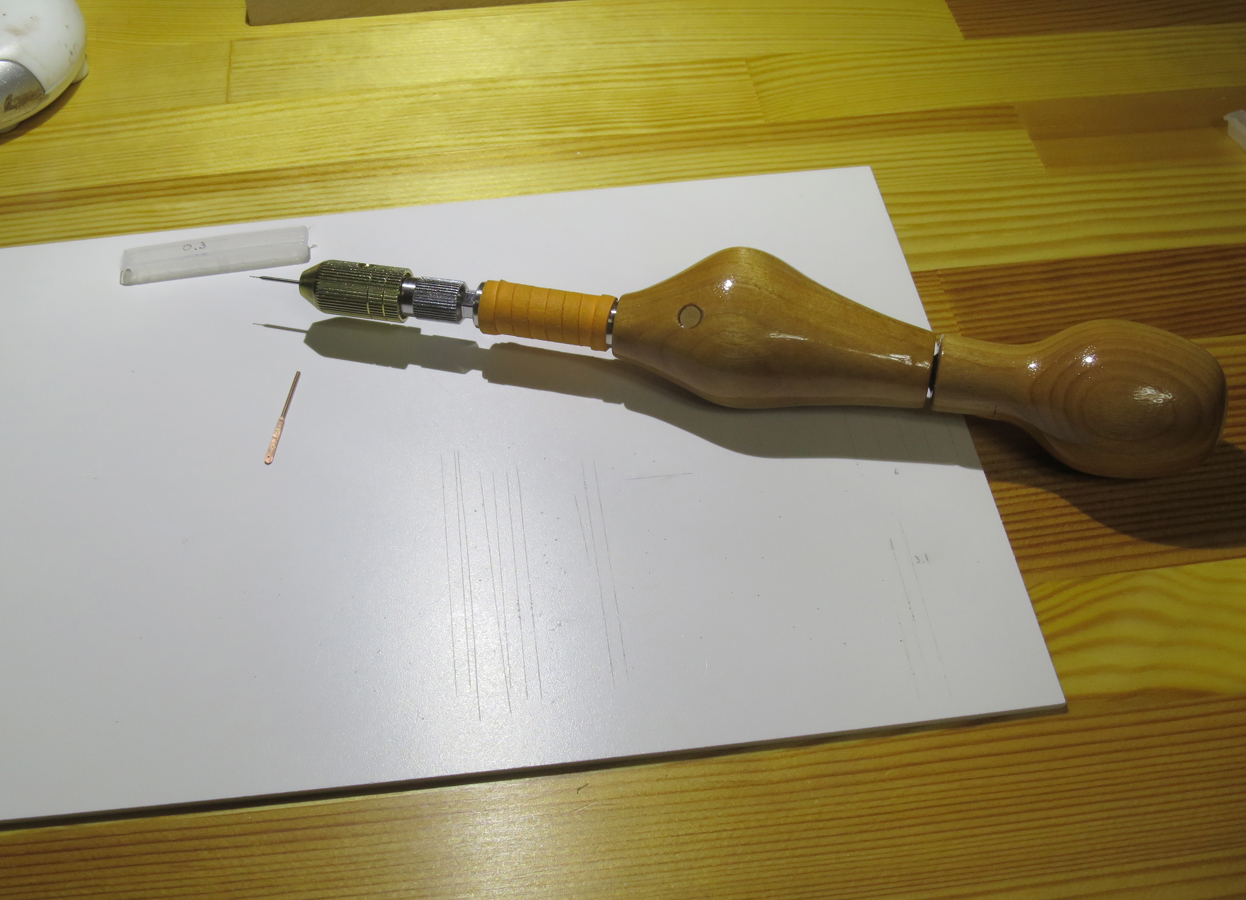
ハイスピードドライバ(HSD)は、先端部を交換することで、ドライバー、小径六角レンチ、小径ドリル、さらにピンバイスなど、さまざまな作業に用いることが出来ます。
ここでは、厚さ約0.5mmの銅板に、すでに穿孔済みのφ0.4mmの穴と3.0mmの間隔でφ0.3mmの穴を穿孔する例を示します(ユニオンリンクの工作に相当します)。
穿孔作業の動画です。
机に部材を置いて垂直に穿孔する場合は、リバースポジションでの操作が好適となります。
あらかじめプラ板にナイフで穿孔間隔を示す線を切り、部材をそれに合わせます。
今回は、刃先近くを持って、刃先を目的の場所に載せ、手を滑らせて、グリップを握り、柄を回すポジション(リバースポジション)にもって行きました。ドライバの自重で刃がわずかに喰いついているので、慎重に手を動かせばずれません。
後はドライバの垂直を確認し、柄を摘みまわして穿孔します。フライホイール効果で弾みまわる分、回転がスムーズです。相手が銅板の場合、刃先にはとくに力を加えず、自重のみで回していきます。
通常のピンバイスの場合、指で回す場所(チャック付近)が刃先に近いため、回す動作がぶれるとで刃にストレスを与え、刃を折ってしまう危険がありますが、リバースポジション動作では入力部が遠いので、刃へのストレスが小さく、スムーズな回転が得られていると思います。