ハイスピードドライバの電気工事作業への適用例です。
第二種電気工事士(電工2種)の技能試験の課題を参考に、ランプレセプタクルと端子台について、ハイスピードドライバを使った実技例です。
高速回転によるネジ着脱の迅速性、リバースポジションやラチェット的操作が自然に可能となる柔軟な操作性、ネジの落下防止への有効性など、作業の迅速・効率化に威力を発揮すると思います。
ハイスピードドライバの電気工事作業への適用例です。
第二種電気工事士(電工2種)の技能試験の課題を参考に、ランプレセプタクルと端子台について、ハイスピードドライバを使った実技例です。
高速回転によるネジ着脱の迅速性、リバースポジションやラチェット的操作が自然に可能となる柔軟な操作性、ネジの落下防止への有効性など、作業の迅速・効率化に威力を発揮すると思います。
本棚の天井突っ張りネジへの適用です。
ネジが棚の最上段の端寄りにあります。天井近くの高い場所ということもあって、やや窮屈な作業となります。ギヤで90度曲げるL字型アダプタを使う手もありますが、ドライバの位置がさらに高くなります。
そこで、狭所・閉所への対応でご紹介しています「ユニバーサルジョイント式傾斜型ホルダ」を介して、ハイスピードドライバでネジを回すことで、広い空間での軽快な作業が可能になります。
ドライバの向きも作業者にとって無理がありません。
以下に動画を示します。スプリングの音などが入っていますがご了承ください。
本締めは、ラチェットドライバ的な反復動作で行っています。早回し用グリップを利用することで、ラチェット機構がなくとも、あたかもラチェットドライバのような締め付け操作が可能になることが、ハイスピードドライバの大きな特長のひとつです。
私の別サイトでの花車の製作記事にある画像です。
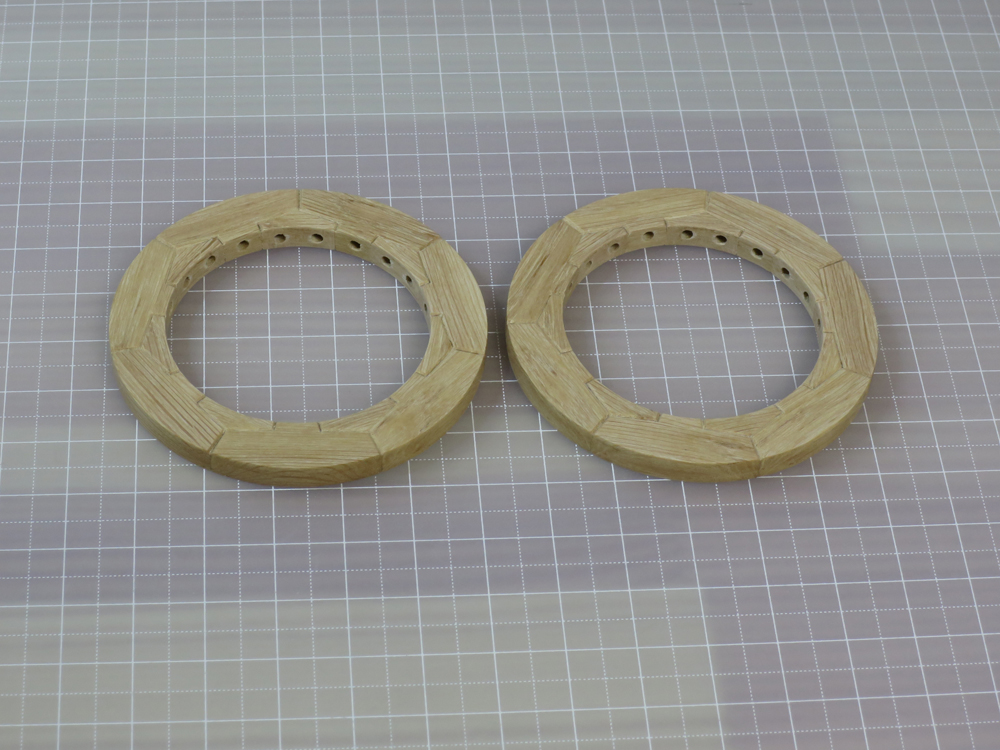
車輪の内径は40mm程度しかありません。ここに垂直に穿孔する工程があり、一般には、輪にする前に(あるいは一度ばらして)各パーツに穿孔するわけですが、ここでは、輪の仕上がりを重視し、旋盤で輪を真円に仕上げてから、そのまま穿孔する工程を採りました。「閉所用ホルダ」がここで使用可能であると踏んでのことです。
市販のドリルをもとに自作した極短ドリルビットです。
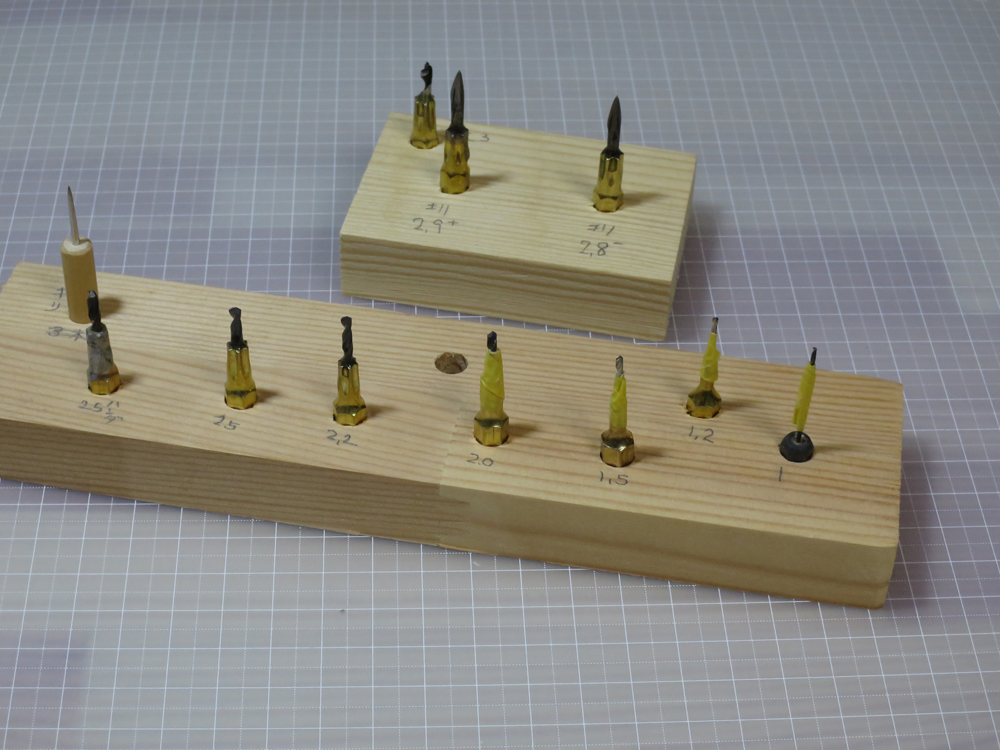
これらを、閉所用傾斜型ホルダに装着して、ハイスピードドライバで回転させ、穿孔していきました。

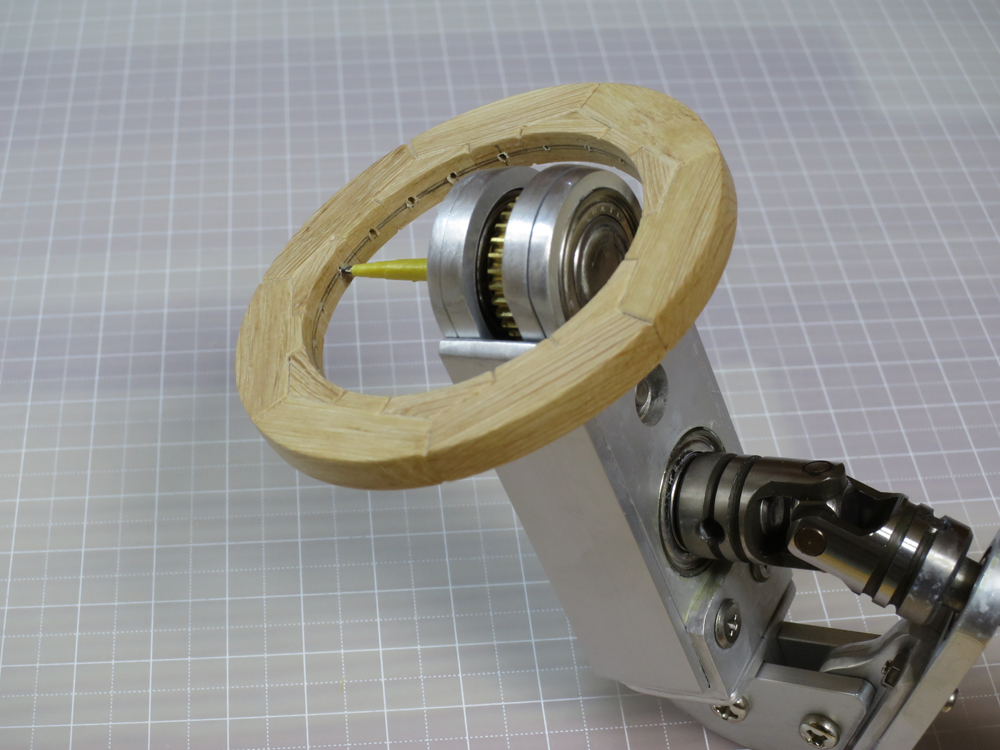
すでにネジ穴が開いていて、それがガイドとなるネジの着脱に比べ、穿孔作業は精度により高い要求があるように思います。自作のホルダは、精度的にぎりぎりでした。また手持ちおよび目視での穿孔だったので、微妙に垂直からのずれが生じ、中心部との結合において、わずかに修正が必要になりましたが、結論的には、十分実用になったといえると思います。

KATO の D51 200 (2016-8)は、復活機仕様で、大変美しい出来となっています。
この模型に不可逆的に手を加えることには、多少の逡巡がありましたが、思い切って、リンク機構への改造を行うこととしました。前回の、C62 に続いての改造です。
改造は、前回と同じく、クロスヘッドに一体となっているユニオンリンクを切断し、ユニオンリンクと合併テコを銅棒から新造して、合併テコをバルブスピンドルガイドピン止めして、リンクとしての動くようにします。
合併テコは、本来は、ラジアスロッドとリンク結合すべきものですが、Nゲージ模型では、ラジアスロッドは固定されていて、しかもゲージの関係でリンクできない位置関係にありますので、見た目の位置関係から、バルブスピンドルガイドにリンクさせています。
また、実物の蒸機では、合併テコの上側にも、油壺とともに棒状の突出部が見えますが、これはラジアスロッド上にあって、ラジアスロッドにあわせて平行移動するもので、合併テコの動きにあわせて傾くものではありませんので、模型的には省略するものとしました。
下は、梅小路(京都鉄道博物館)で撮った、C61 2 の合併テコ付近の動きです(風切り音が大きいのでご注意ください)。
実機では、全てのロッド類が連携して、複雑な動きを実現していますが、例えば、ラジアスロッドは、前進・後退で上下の位置が変わるなど、模型で動きを表現するのは困難です。Nゲージ模型の改造としては、リンク機構の動きの表現(雰囲気の再現)は、前回と同じ態様とするのが妥当なバランスと見ました。
目標としては、前作C62より細く、精密感を高めることです。
なお、本工作を参考になさる場合は、自己の責任においてされるようお願いいたします。

開封したての D51 200 です。ここからクロスヘッドの際で、ユニオンリンクをニッパーで切断します。
あらかじめ走行テストをして加工前の状況を十分に把握しておくことをお勧めします。私は工作に意識が行ってしまい、それを怠ってしまったため、加工後の走行テストでの挙動が、加工によるものかどうかがわからない状態になりました。
新たなユニオンリンクは、クロスヘッドの下部の丸い部材(ユニオンリンク基部)に、外側からピン止めすることになります。
C62の加工のときは意識していなかったのですが、そのままピン止めすると、ユニオンリンクが外側にずれることになります。KATOのユニオンリンクパーツは厚さ約0.5mmですので、0.5mmくらい外にずれることになります。
合併テコをKATOと同形状に作ると、ユニオンリンクが斜めに結合されることとなり、見た目にも、また動作上もよくありません。
対策としては、ガタを大きく許容する・ユニオンリンク基部を削る・合併テコを非対称形状にする
などが考えられます。
ここで実車の合併テコを参照してみますと、
下は、梅小路の C62 1 の合併テコ付近の状況です。ラジアスロッドに刻印が見えます。

C62では、合併テコのユニオンリンク結合部は、おおむね左右対称形状です。
下は、D51 1 の状況です。ユニオンリンクなどに刻印があります。

D51 1 では、合併テコの二股部は、外にオフセットした形状となっており、ユニオンリンクも外に突き出して取り付けられています。
D51 200 も、Web上のさまざまな画像を参照すると、合併テコは同様の形状に思われます。
以上から、合併テコの二股部をオフセットさせれば、0.5mmのずれのかなりは吸収できますが、もともとスケールオーバーになっている部材なので、工作上はほどほどにしないと見た目のバランスが破綻しそうな気もします。
以上を踏まえて、
1 合併テコは、オフセット気味に削り出す
2 クロスヘッド下部のユニオンリンク基部を、わずかに削る
3 ユニオンリンクの、合併テコ取り付け側を0.4mm穴として、ガタを許容する
といったことになりました。
工作の素材は、ホームセンターで購入した銅の丸棒です。真鍮などではなく銅なのは、目立たない色合いと、加工のしやすさです。
ユニオンリンク用は直径1mm、合併テコは、直径2mmの丸棒から、レールアンビル上でのたたき出して加工を開始します。
加工の具体的な様子は、C62のときと同様ですので、そちらをご参照ください。
とくに合併テコの二股部は、もっと容易で細密感のある方法がないかとも思ったのですが、結局前回と同じ方法に落ち着きました。
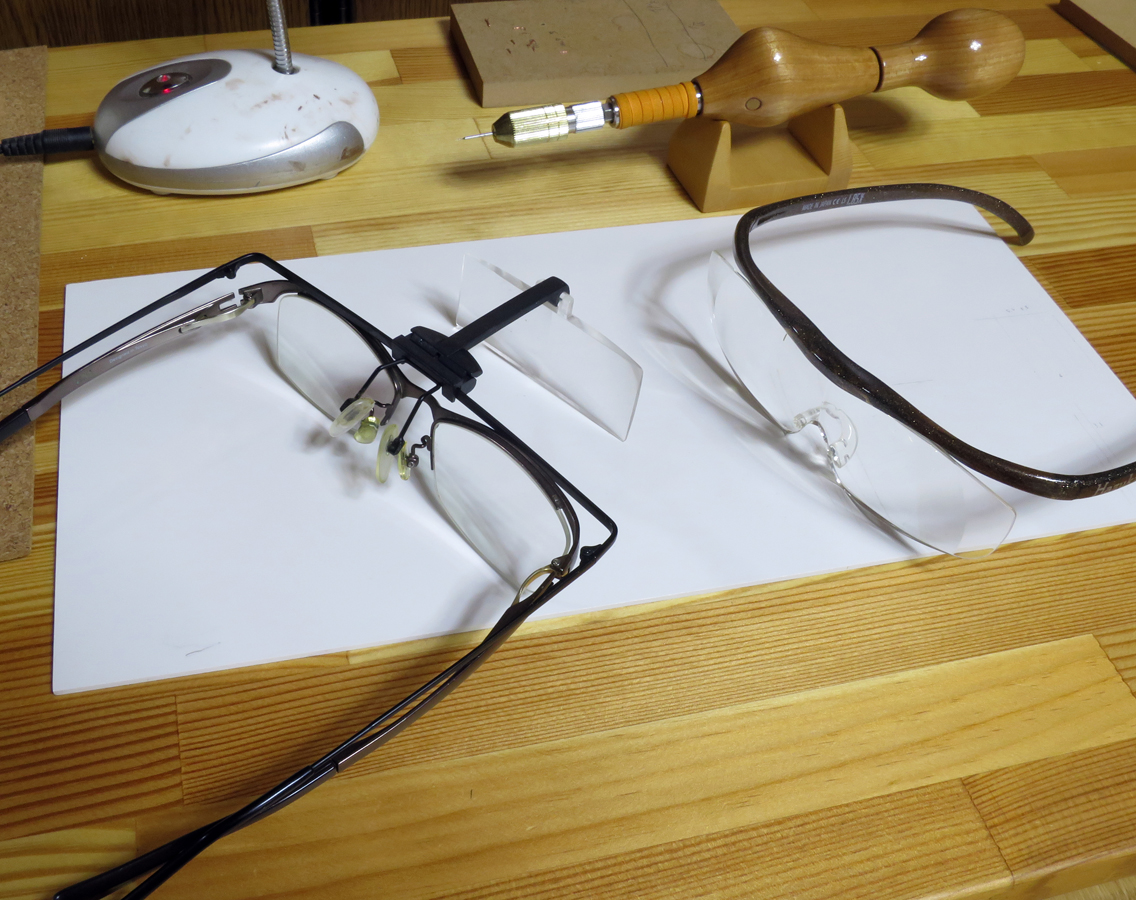
なお、加工の際は、ルーペが必須ですが、私の場合、極細の加工などの際は、エッシェンバッハのヘッドルーペ(ラボフレーム 2.5倍)を使用しています(メガネと併用です)。Hazuki ルーペ(ラージ 1.85倍)も所持していますが、私の目では、あまり近寄れず、拡大率が少し足りません。
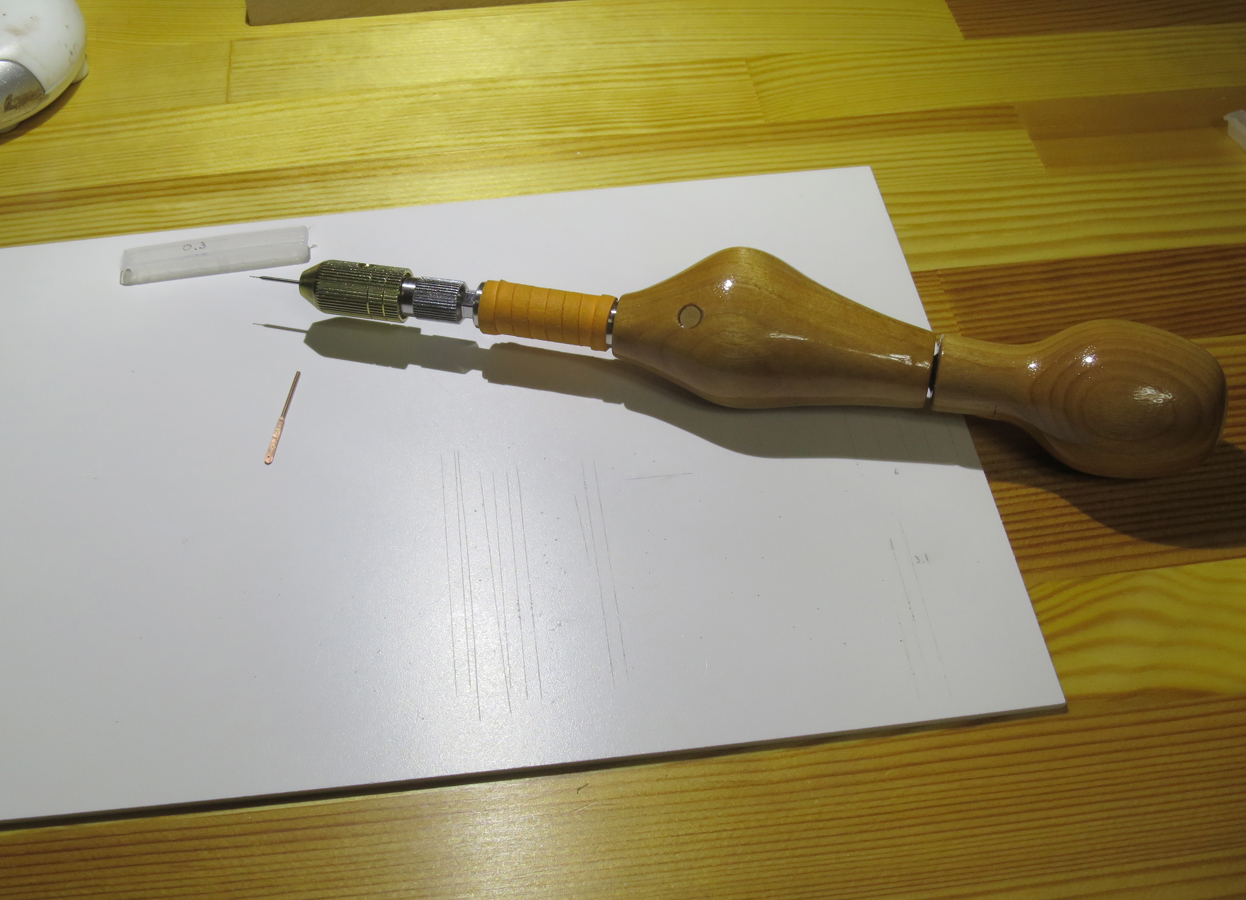
穴あけは、ハイスピードドライバにタミヤの精密ドリルを装着して行います。合併テコは二股部がφ0.3mm、バルブスピンドルガイド取り付け部が0.4mm、ユニオンリンクは、合併テコ側が0.4mm、クロスヘッド側が0.3mmで穿孔しました。
合併テコ二股部の穿孔が難関で、ふところの距離、穴の垂直度にかなり気を使います。部材を十分に用意して、穿孔の出来により、選別する形になります。
また、同一部材に開ける二つの穴の距離も、できるだけ正確にしたいところです。
穴の間隔については、当初は深く考えず、C62と同じに考えてしまっていました。合併テコはそれで問題なさそうでしたが、仮組みの段階で、ユニオンリンクが長すぎと判明しました(そもそも工作上3.2mmより長くなっていた)。
手持ちのD51標準形東北仕様を調べてみると、ユニオンリンクはC62よりはっきり短いです。甘く考えていました。
小さく、単純な部材のユニオンリンクは何度も作り直しました。長さについては結構シビアで、長すぎるとシリンダーブロックにぶつかり、短すぎると合併テコが引っ張られます。結局、穴の間隔は3.0mmくらいがよいようです。
合併テコも気持ち長い気がしますが、許容範囲としました。
(備忘録メモ:合併テコ5.5mm(強) ユニオンリンク3.0mm(強))
なお、ハイスピードドライバを使った穿孔について、本記事の末尾に実演説明があります。
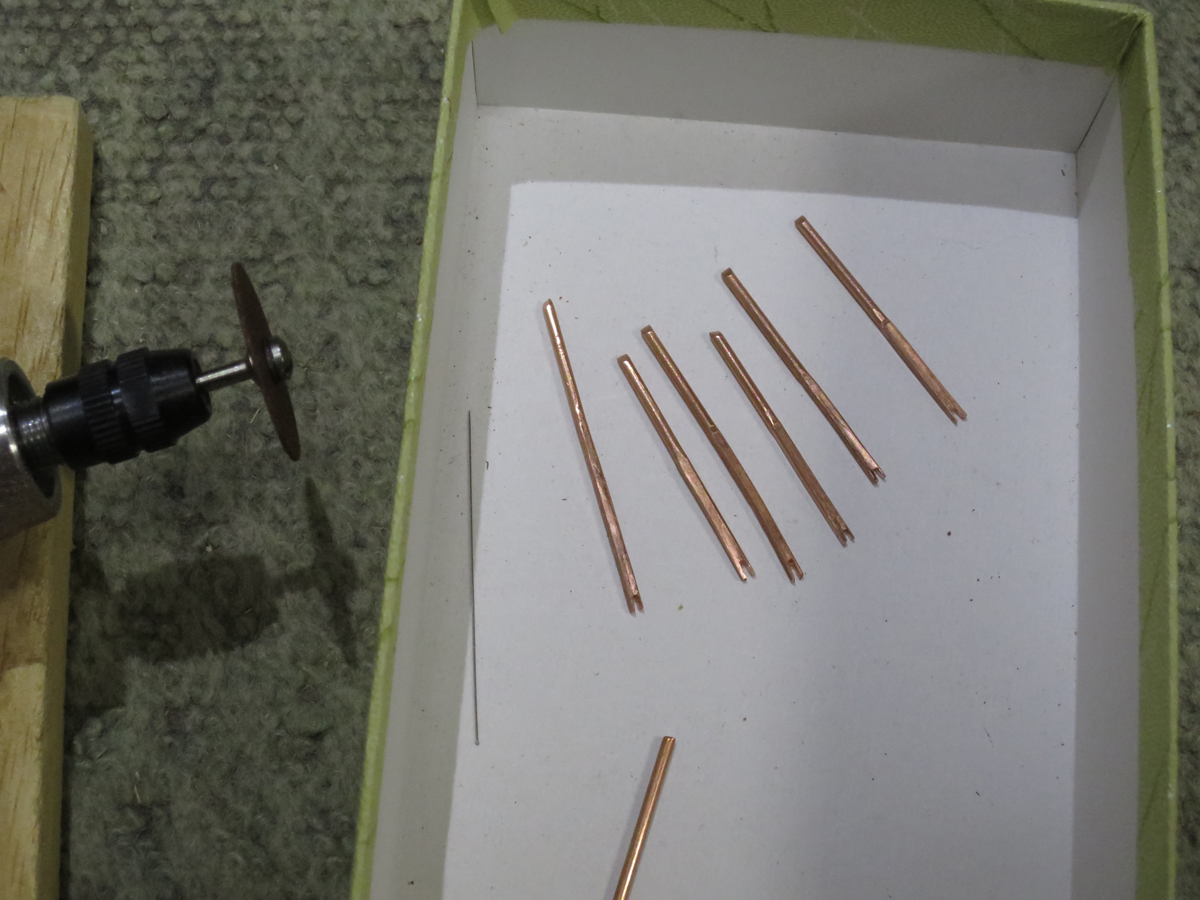
穿孔の後は、ひたすら部材を薄く、小さくしていく作業です。主としてハンドルーターを使いました。

加工は、できるだけ長い状態(持ち手のある状態)で行います。短くしてしまうと、追加の加工は困難になります。
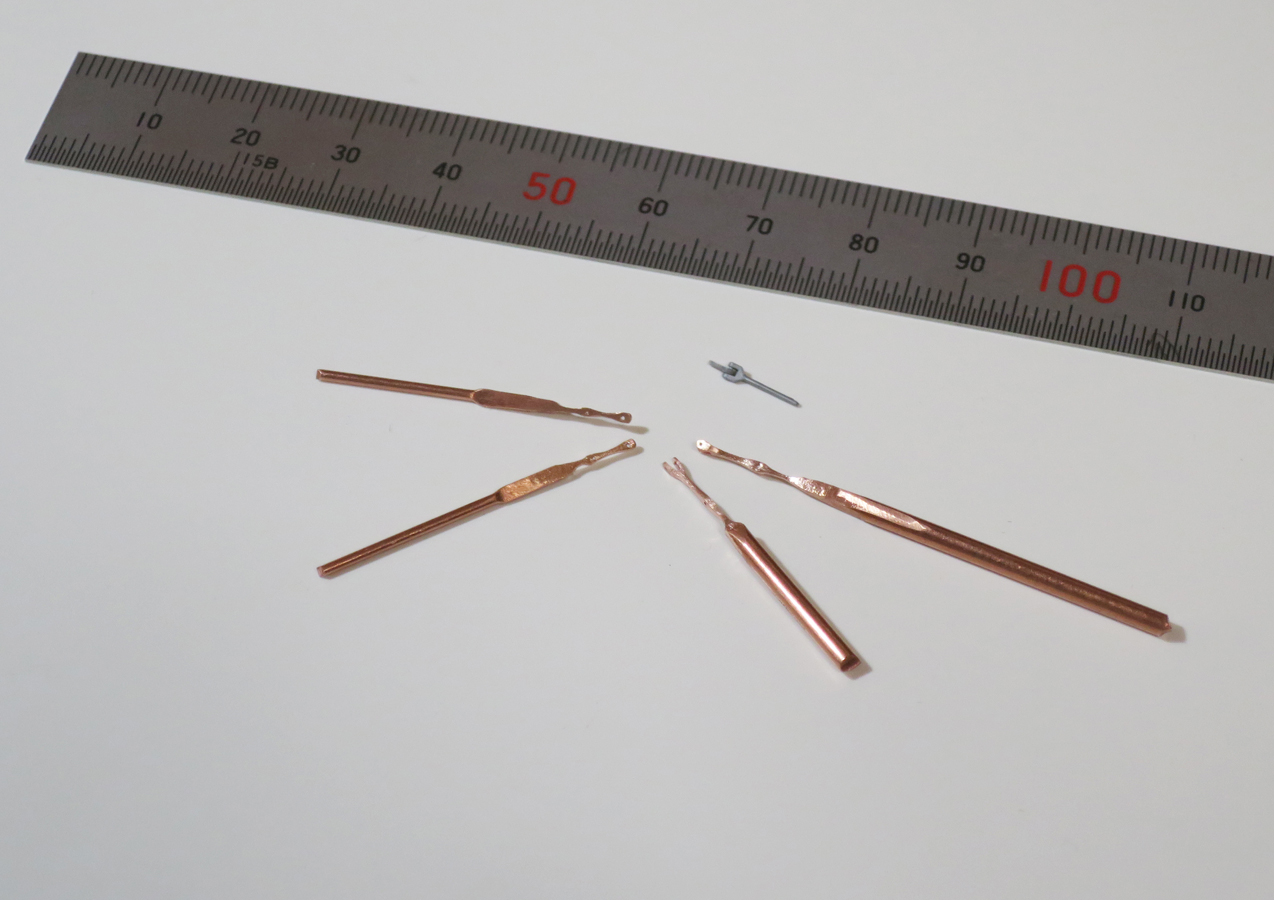
切断前の状況です。実はこのうち3つは後で新たに作り直しています。
部材はルーターで削りきるような形で切断したあと、端面は主としてスポンジやすりで丸めていきました。
下は、部材の加工が終了した状況です。まずまず小さくできたでしょうか。形状だけならもっと細くできますが、動かす模型として、強度の心配もあり、今回はこのあたりで妥協しました。
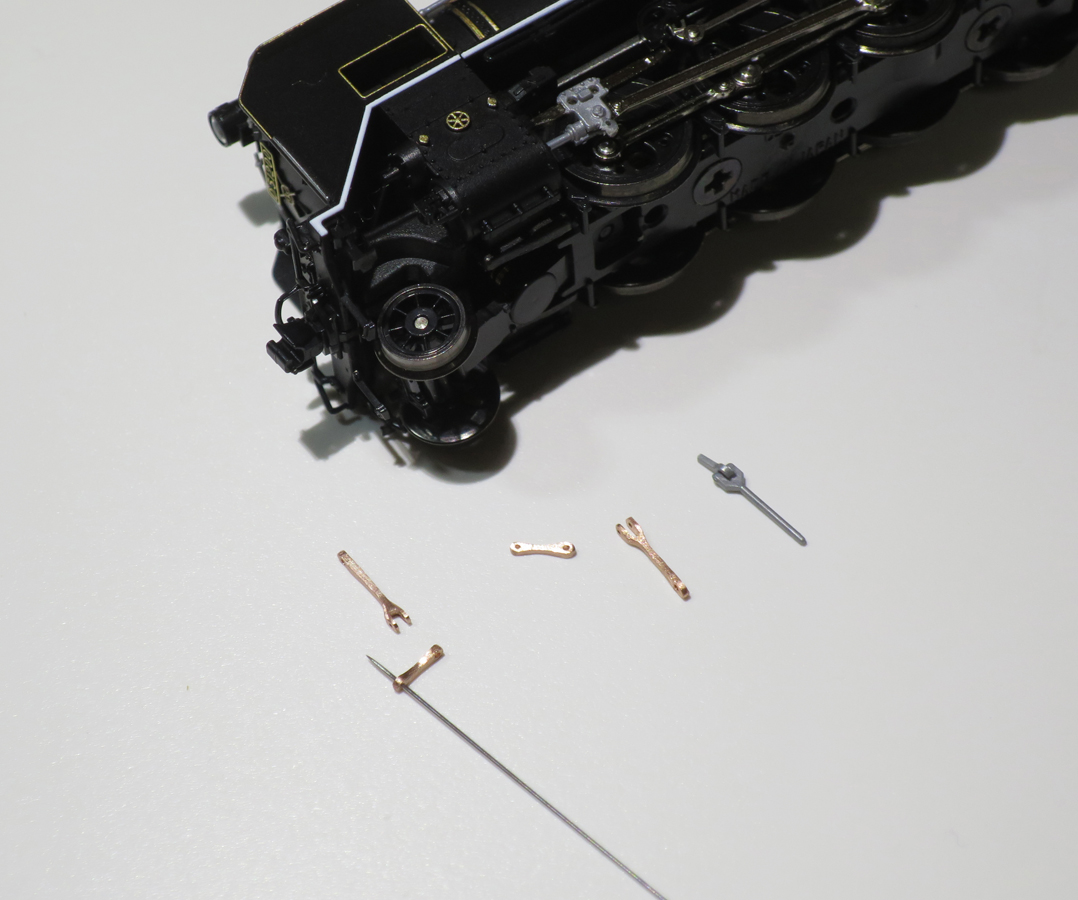
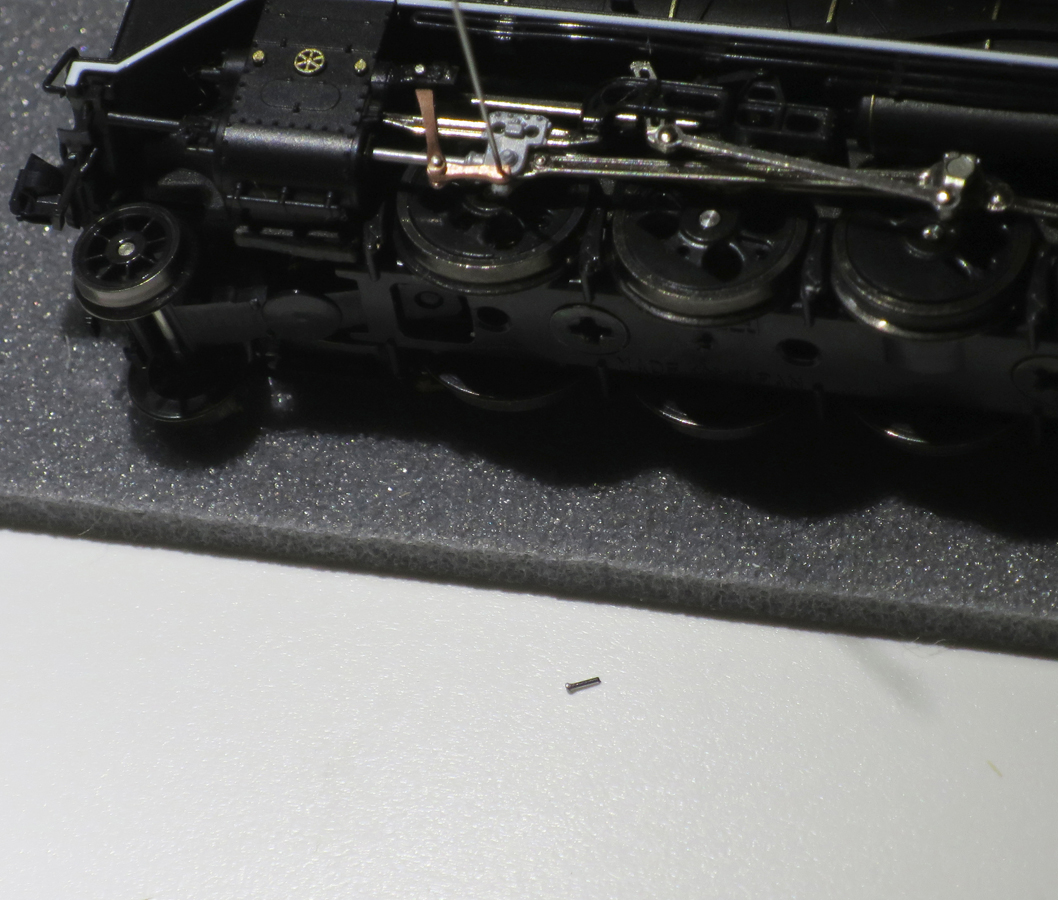
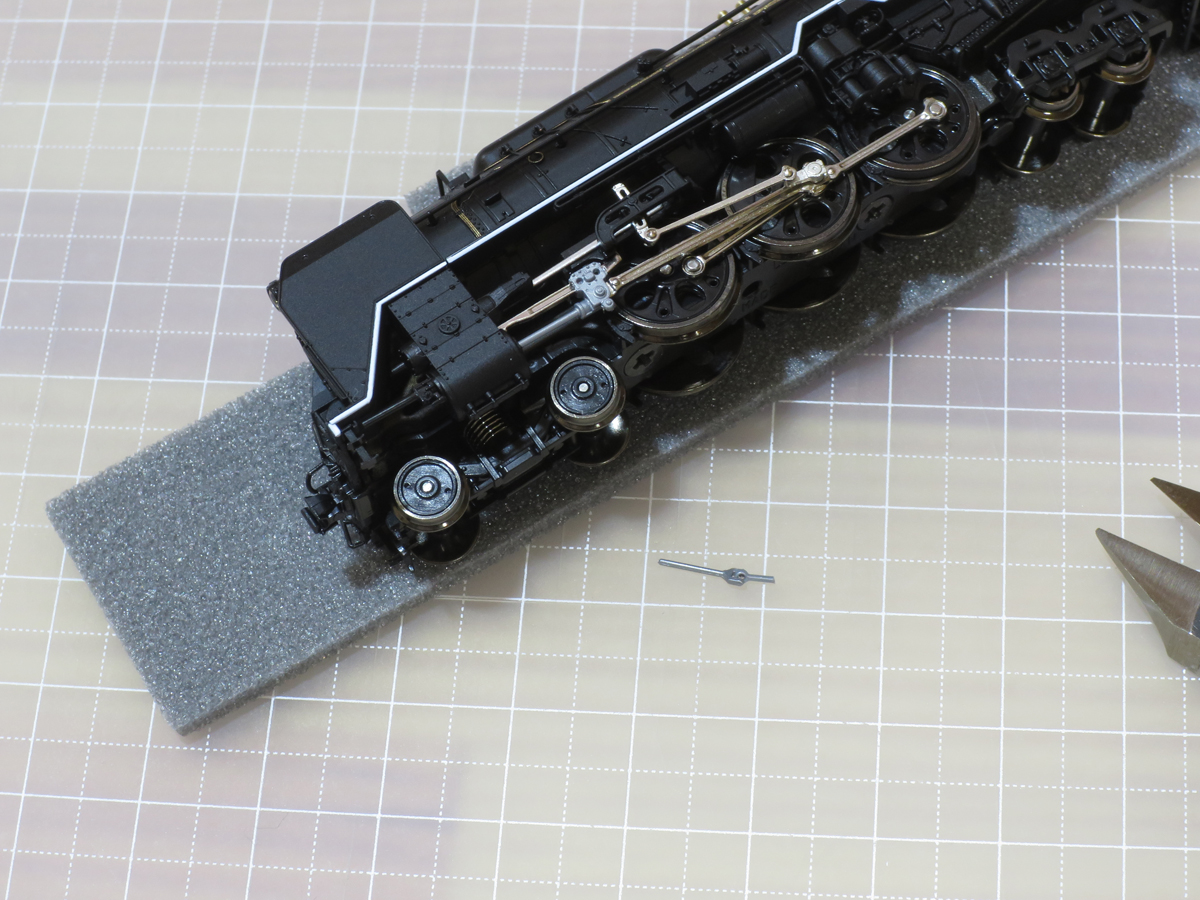
φ0.3mmの「有頭シガ昆虫針 00号」に刺して、車体に仮組みします。
昆虫針をごく浅く刺した状態で、直線線路上を、実際に低速走行させて、各部に干渉がないか確かめます(長すぎるユニオンリンクの失敗は、このとき発見したものです)。
問題がなさそうなら、短く切った昆虫針でピンを作り、ピンを刺して、組立・接着していきます。接着にはゼリー状瞬間接着剤を用います。

ピンの長さは、2mm前後ですが、最後は現物合わせとなります。
針は、あらかじめ、0.3mmの穴に首元までスムーズに入るか、頭がきれいな円形かを確認し、また、ハンドルーターで、頭部を軽く削って、気持ち薄くしました。
ピンの接着は、合併テコ・ユニオンリンクは、裏になる針側(頭部の反対)を接着、バルブスピンドルガイドは、表で頭部を接着、ユニオンリンク・クロスヘッドは、裏の針側(クロスヘッド側)で接着します。爪楊枝2本使いです。
バルブスピンドルガイドに刺したピンは、頭部をマジックで黒く塗っておきます。
スライドバー周りは、今回は無加工(モーションプレートへの接着固定はしない)としました。
今回は、非公式側、公式側の順に、一度に加工しました。

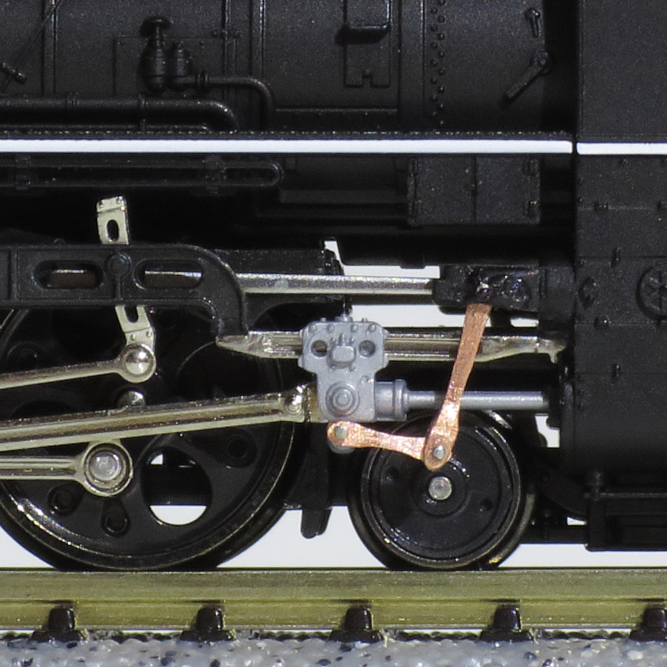
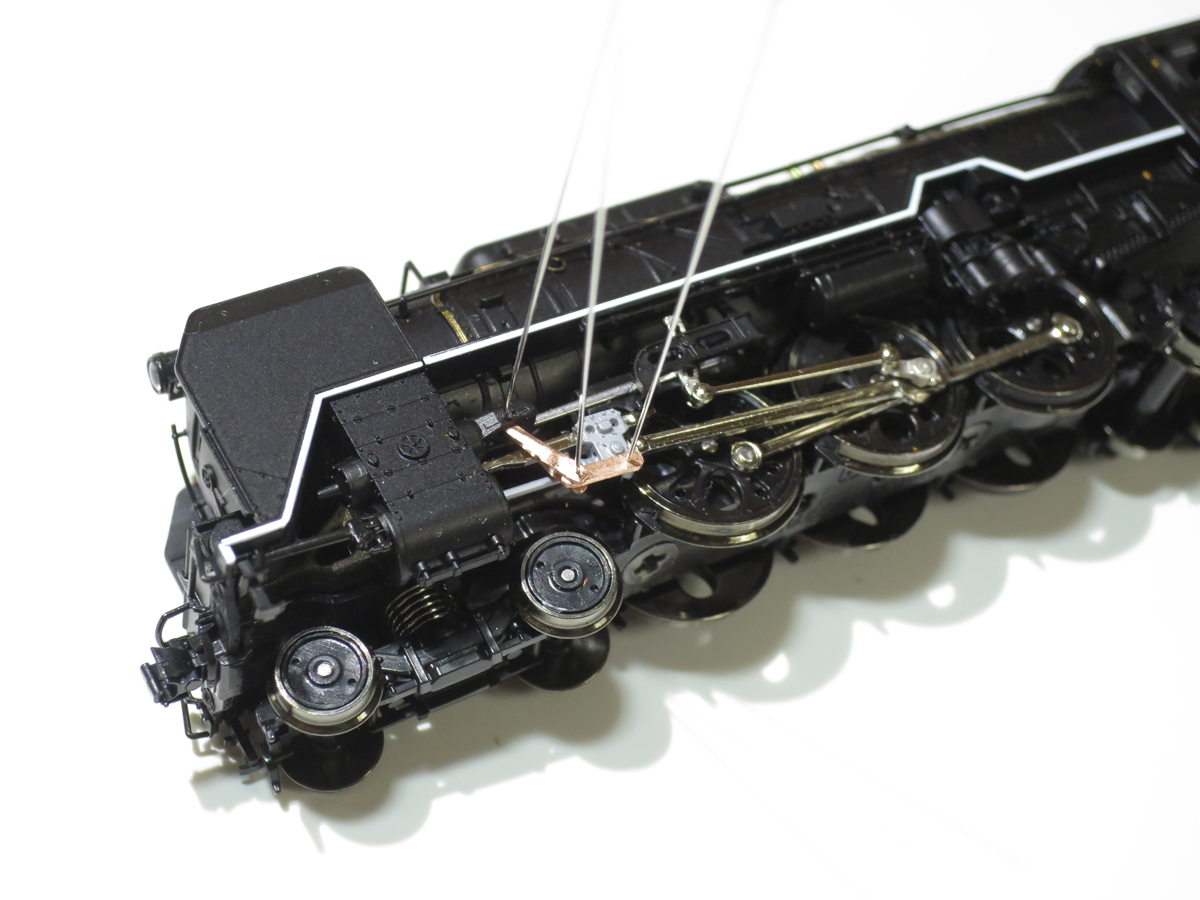
改造の終わった D51 200 です。合併テコとユニオンリンクをピン結合し、ユニオンリンクをクロスヘッドにピン結合し、合併テコをバルブスピンドルガイドにピン結合したリンク機構を備え、バルブギアの動きを、擬似的・雰囲気的に再現します。
C62のときもそうでしたが、金属部品が増えたので、クロスヘッド周りのプラ感が、かなり目立たなくなっていると思います。
公式側です。

非公式側です。

オーバースケール感は否めませんが、まずまずといったところでしょうか。
私は、Nゲージ蒸機は、後ろからの構図が好きなようです。一つには、ゲージの問題(車体に比べ軌間が広すぎる)が気にならない角度、というのもあると思います。
前回加工した、C62 34 とのシーンです。

C62 が、合併テコ類のスケールオーバー度が大きいにもかかわらず、それなりにまとまっていることを考えると、この加工は大型機の方が、余裕があるようです。
それにしても KATO の蒸機は Nゲージとは思えない精密感です。
なお、模型の写真撮影では、やや広角目に、余分をとって撮影し、あとでトリミングするほうが、画質は若干低下するものの、被写界深度上有利になります。上の写真もトリミングをしています。このあたりの計算については、別サイトですが、こちらに記事を載せています。
走行動画です。今回は、R348で、時計回り・反時計回り、前進・後進ともに、異音は発生しませんでした。
基本的に、非常にスムーズに動いています。R348では異音はなく、S字カーブも問題なく通過しました。
バック運転の左回り低速において動きが若干渋くなることがあるのですが、これが加工によるものかどうかは不明です。
合併テコ付近のリンク機構も、それらしい動きを表現できていると思われ、加工としては成功といえると思います。
ハイスピードドライバによる穿孔作業について
ハイスピードドライバ(HSD)は、先端部を交換することで、ドライバー、小径六角レンチ、小径ドリル、さらにピンバイスなど、さまざまな作業に用いることが出来ます。
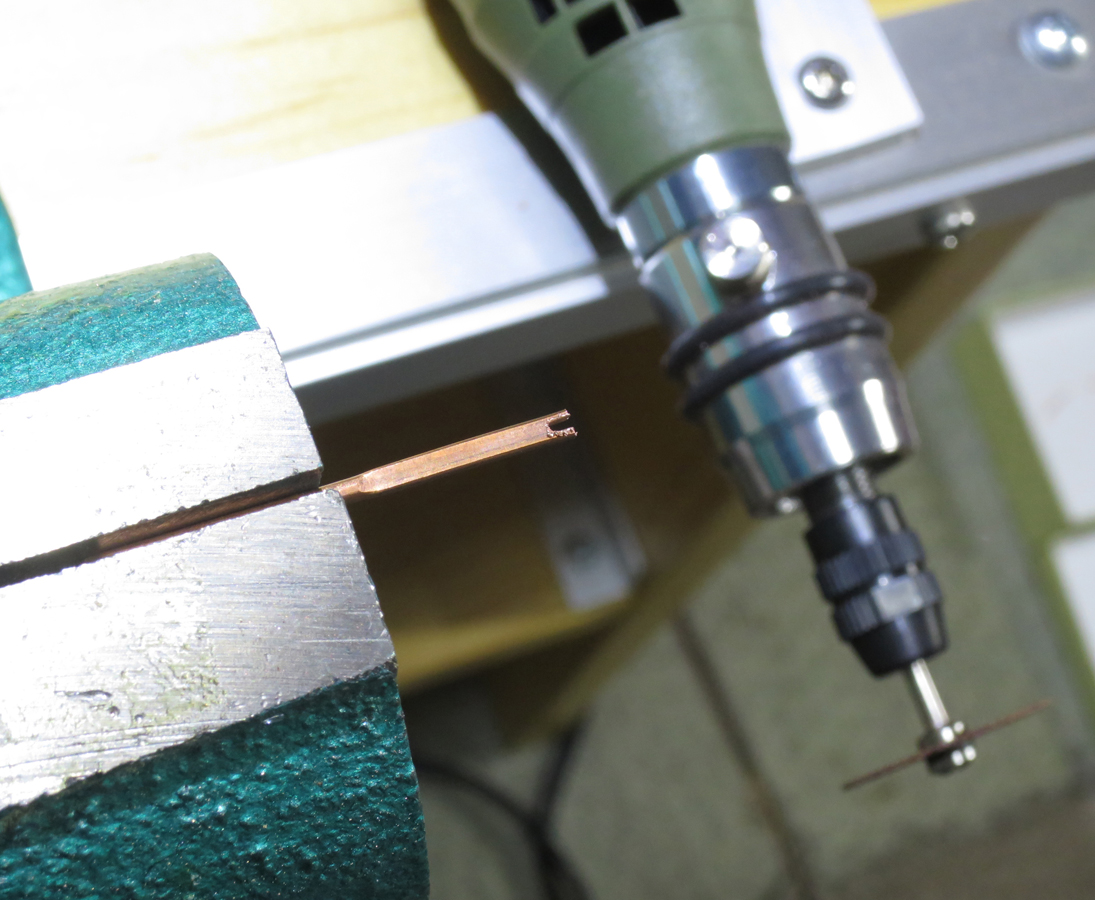
ここでは、厚さ約0.5mmの銅板に、すでに穿孔済みのφ0.4mmの穴と3.0mmの間隔でφ0.3mmの穴を穿孔する例を示します(ユニオンリンクの工作に相当します)。
穿孔作業の動画です。
机に部材を置いて垂直に穿孔する場合は、リバースポジションでの操作が好適となります。
あらかじめプラ板にナイフで穿孔間隔を示す線を切り、部材をそれに合わせます。
今回は、刃先近くを持って、刃先を目的の場所に載せ、手を滑らせて、グリップを握り、柄を回すポジション(リバースポジション)にもって行きました。ドライバの自重で刃がわずかに喰いついているので、慎重に手を動かせばずれません。
後はドライバの垂直を確認し、柄を摘みまわして穿孔します。フライホイール効果で弾みまわる分、回転がスムーズです。相手が銅板の場合、刃先にはとくに力を加えず、自重のみで回していきます。
通常のピンバイスの場合、指で回す場所(チャック付近)が刃先に近いため、回す動作がぶれるとで刃にストレスを与え、刃を折ってしまう危険がありますが、リバースポジション動作では入力部が遠いので、刃へのストレスが小さく、スムーズな回転が得られていると思います。
前回は、「Nゲージ鉄道模型の加工 ~高速ピンバイスとしての適用例~」において、合併テコ・ユニオンリンク周りのリンク機構への改造を、公式側のみ行った記事でした。
その後、非公式側についても、リンク機構への加工・改造を行いました。

今回は、加工の際に気づいた事柄や、走行性についての注意点(問題点)について述べてみたいと思います。
公式側の加工で、リンク機構が成立している、と判断しましたので、非公式側は、細く作ることを念頭において加工しました。
ただ、材料が銅ということもあり、加工中の破損も怖いので、スケールレベルまでには至りませんでした。
ただ、公式側よりは、スマートになったかと思います。
基本的な工法は、前回(公式側)と同じです。穴あけにはハイスピードドライバを用います。
加工上の注意点としては、すべて手持ちで作業するよりも、要所は万力(バイス)などでしっかり保持したほうがよいと思います。
例えば合併テコに溝を掘る工程では、細い溝を掘るために、垂直がぶれないことが重要であり、バイスに固定したほうがよい結果が得られました(公式側は手持ちでの作業でした)。
また、銅棒の余り部分は、できるだけ最後まで切断せずに、持ち手として残しておいたほうが、加工材を細くしていく上で有利です。
ある意味、持ち手を切断するところで、細さはある程度決定されます(それ以上細くするのは困難)。
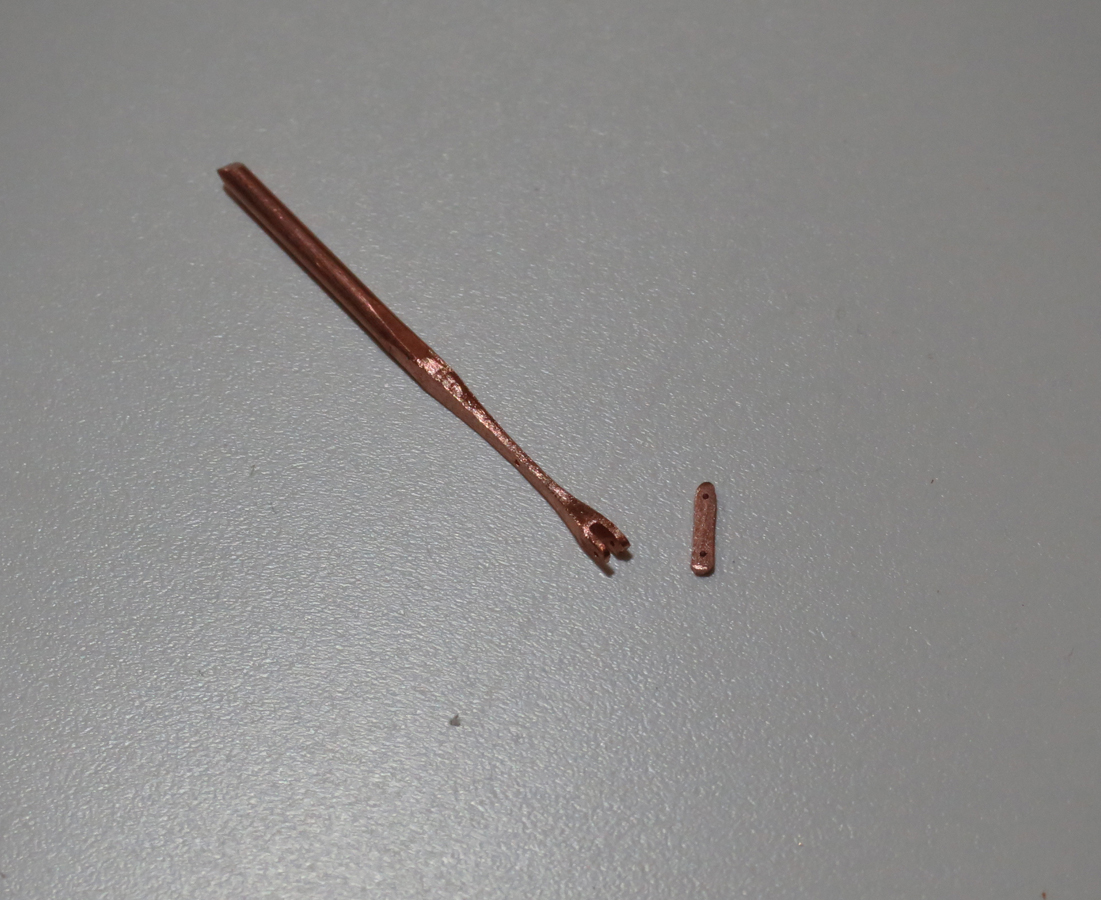
下は、加工の済んだ合併テコ・ユニオンリンクです。元のパーツも比較においてあります(ユニオンリンクはニッパーで切断したので短いです)。

また、前回の記事で、バルブスピンドルガイドの縦穴を0.6mmドリルの側面で削って幅を広げる加工をしており、今回も可動域を高めるため拡幅しましたが、この作業は、ドリルをハイスピードドライバに装着して、縦穴にドリルの腹を押し付けながら高速回転させる形で行っています。
電動機器(ルーターに装着するなど)では削りすぎになる可能性があり、注意が必要です。
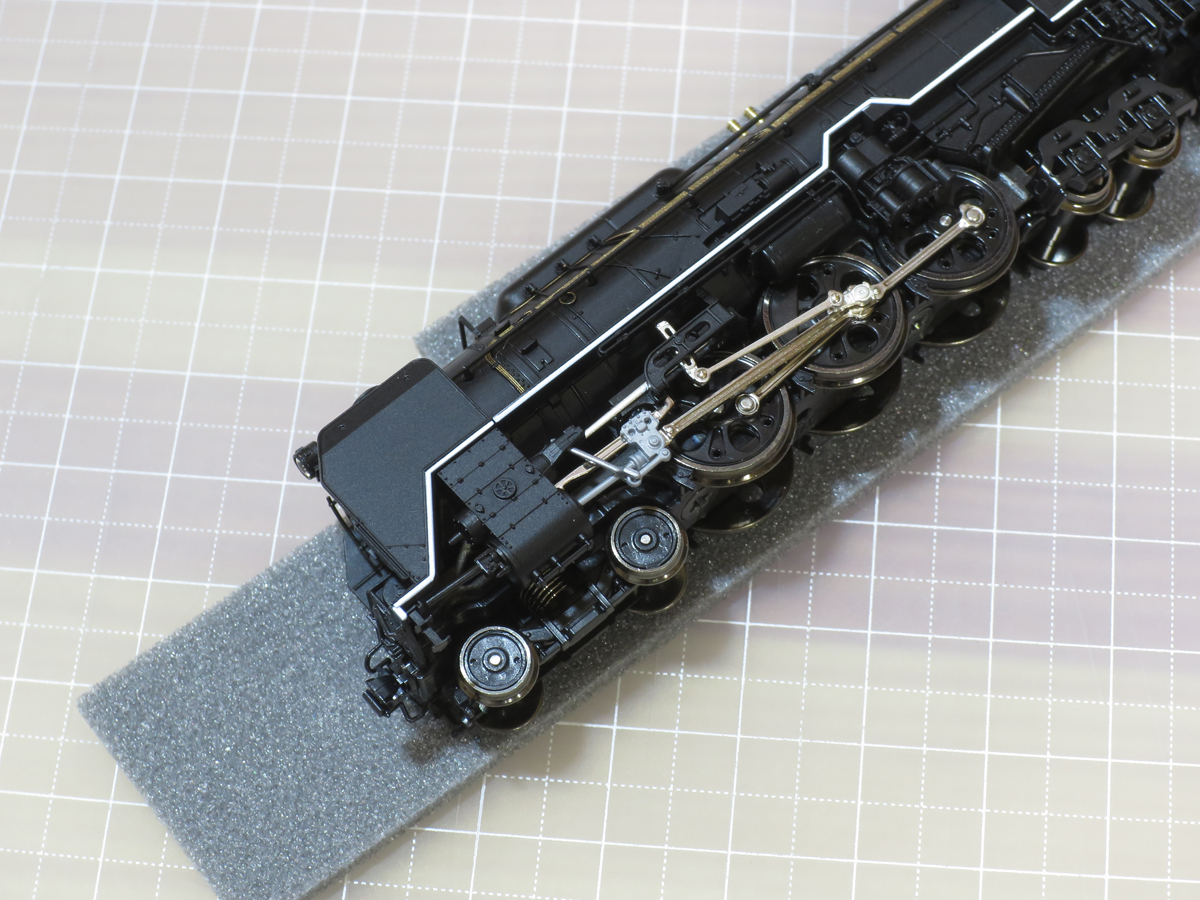
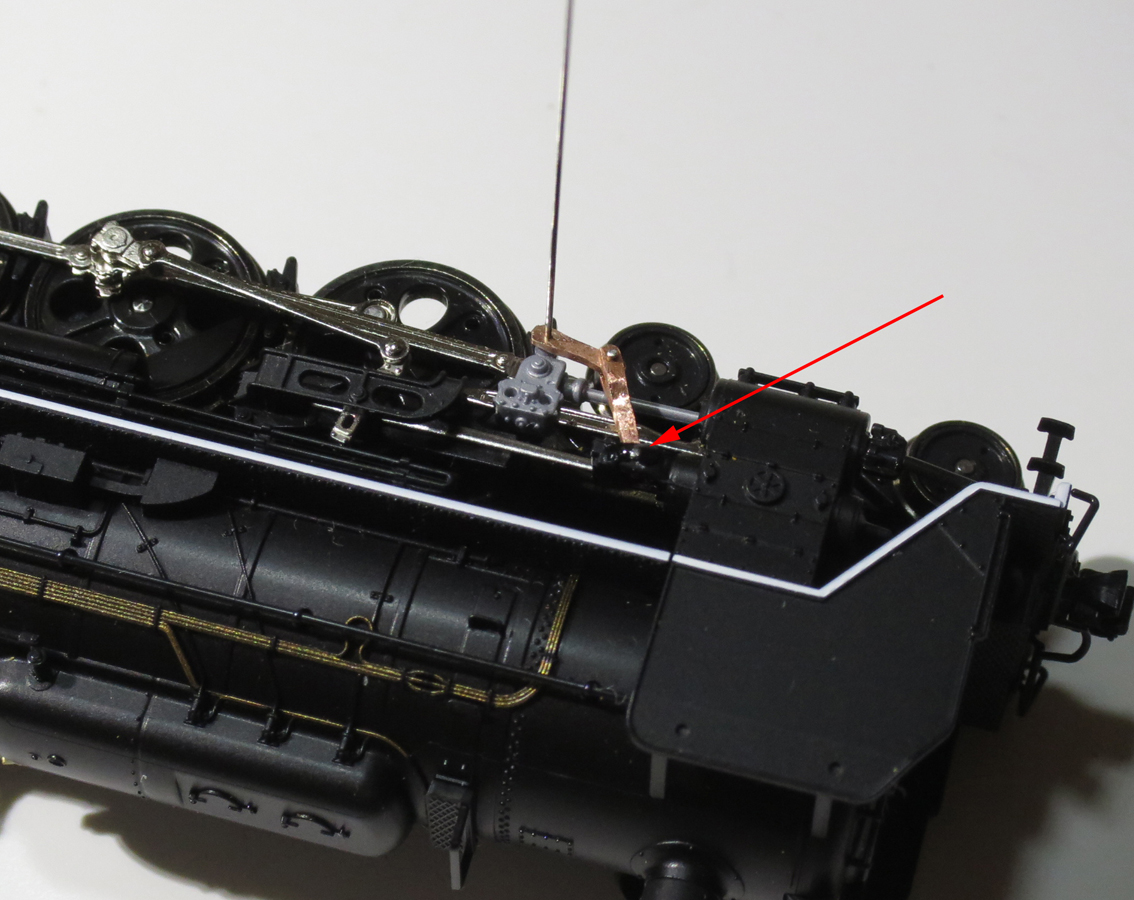
機関車に組み込んだ状況が、下の画像です。
今回の加工では、クロスヘッドへの穴あけに若干失敗し、やや上に穴がずれてしまいました。
また、ユニオンリンク・合併テコの穴の間隔は、前回の備忘録サイズで開けたのですが、合併テコが、わずかに長かったようです。
全体としては、公式側よりも、コンパクトになっていると思います。
また、ユニオンリンク・合併テコが金属になったことにより、クロスヘッド・ピストン棒がプラのままでも、プラ感が目立たなくなったように思います。
なお、公式側と同様、スライドバーはモーションプレートにゼリー状瞬着で固定しましたが、もともと隙間が開いていて、やや苦労しました。

斜め前から見た非公式側です。まだ大げさな感じはありますが、合併テコ側面は、公式側よりかなり削りこんでいます。
今回の材料と工法では、このあたりが限界かもしれません。個人的にはまずまずの仕上がりとみています。
なお、今回の加工は、基本的にリンク機構への改造のみで、常点灯や機炭間の短縮などは行っていません。
「Nゲージ蒸気機関車」の工作記事の、試作Bの方式で、従台車の隙間埋めを行っています。
後は、走行テストです。
動画中にもコメントしていますが、R348の左回り前進において、異音が生じました。左回りでも後進では音はなく、右回り前後進も大丈夫でした。
ロッド類に、何らかの負荷がかかっているようです。
原因究明には、各部を再分解して、一つ一つ状況を確認していく必要がありますが、接着固定しているので、それはできません。
オリジナルとの相違点は、ユニオンリンク・合併テコを新造してリンク機構にしたことと、スライドバーを固定したことです。
推測するに、両側のスライドバーを接着固定し、遊びをなくしたことがカーブにおけるロッド類への負荷を強めたのでは、と考えています。
あるいはスライドバーが理想的な位置に固定できなかった、という可能性もあります。
(このあたり、個体差もあるかもしれません。)
他の曲線半径でもテストしてみたところ、R381では異音あり、R481,R718では異音なしでした。
要するに、カーブがゆるければ大丈夫といえそうです。
C62なので本線用、とみるか、構造が実機に近くなった分、カーブへの要求も厳しくなった、とみるか、さしあたり、そういった解釈で、今回の実験は結論付けたいと思います。
ゆったり走っている姿はなかなか雰囲気があり、それなりの成果はあったと考えています。
ハイスピード・ドライバ(HSD)は、ネジの高速回転が可能なだけではなく、さまざまな先端工具を高速にドライブできます。
その一例として、高速なピンバイスとして使用し、極小サイズの穿孔を効率的に行う使用例をご紹介します。

Nゲージ鉄道模型の蒸気機関車の、合併テコ、結びリンクを、クロスヘッド、バルブスピンドルガイドとリンク機構に結合させる実験的試みを行いました。
この記事執筆現在、機関車の片側(正面から見て右側:いわゆる公式側)のみ取り付けています。かなりのオーバースケールとはなりましたが、機構としては成立しているようです。
かなり長い記事となりますが、よろしくお付き合いいただければと思います。
まず実物の構造を示します。梅小路での撮影(C62-1)です。

撮影の都合上、逆サイド(非公式側)の画像となります。本質的には同じです。
ロッド類など、記事の記述上必要となる部分の名称は、以下のとおりです。これらの具体的な機能などについては、専門のサイト・資料などをご参照ください。
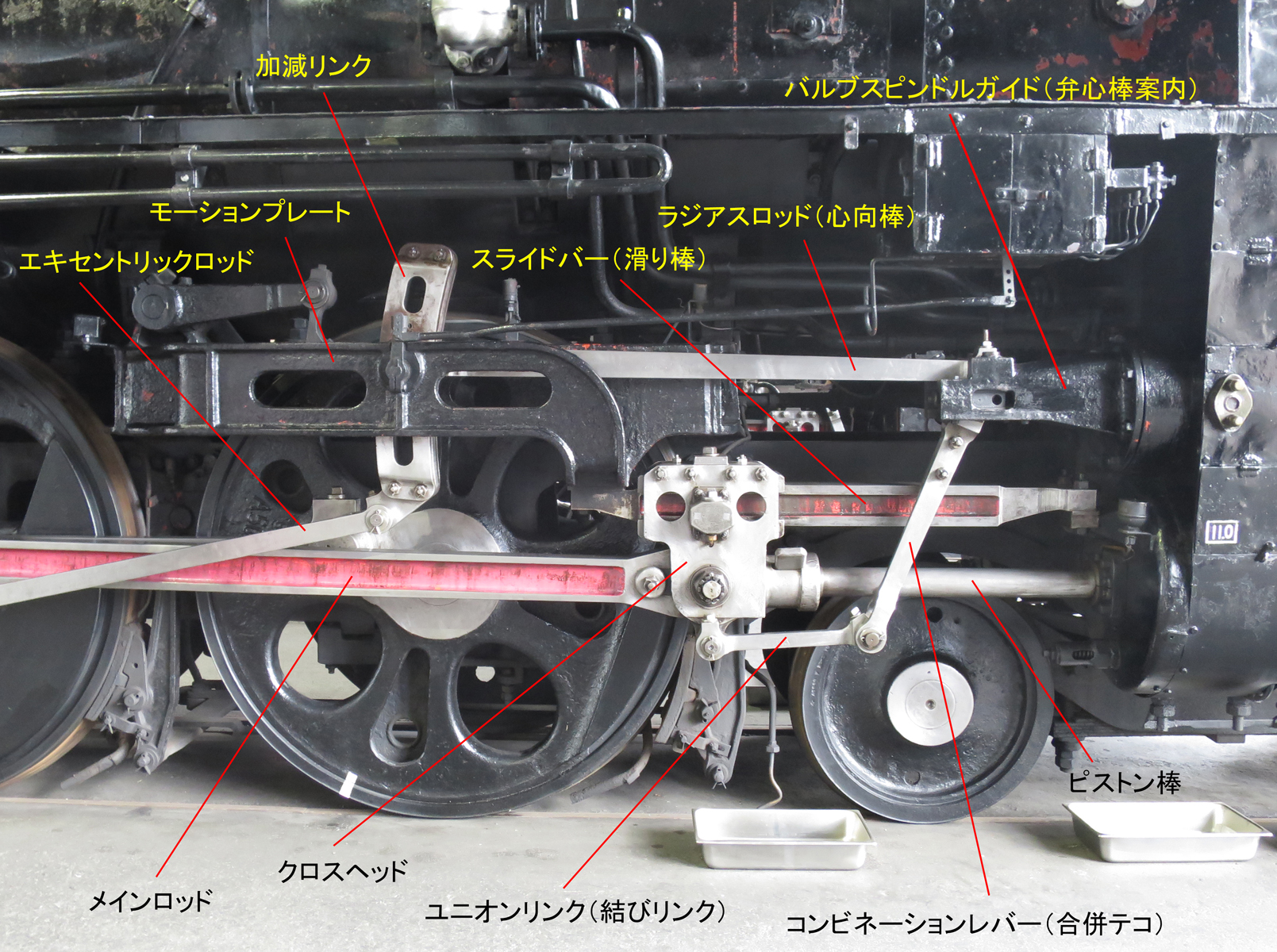
蒸気機関車は、多くのロッド類が、複雑に結合・関係しながら動作しますが、今回の加工の関係では、クロスヘッド・ユニオンリンク・合併テコ・ラジアスロッドが、リンク機構をなしていることがポイントとなります(実機はもっと大規模です)。
Nゲージサイズの蒸気機関車模型では、ラジアスロッドはニュートラルの位置で固定されているのが通常だと思います。したがって、ラジアスロッド付近に合併テコがジョイント結合されたリンク機構が目標となります。
この部分の模型での表現について、Nゲージの大手メーカー(KATO,TOMIXなど)では、ユニオンリンクはクロスヘッドに固定されていて、ユニオンリンクに対して合併テコは動きますが、合併テコの上端部がバルブスピンドルガイドに開けられた縦穴に差し込まれている構造になっています。上端は結合というよりはフリーに近い状態です。
このため、この部分の材質がプラスチックということもあり、私には、動作の仕方にやや軽さが感じられます。
以下の動画は合併テコ付近の動きの例です。
「Nゲージ蒸気機関車」というサイト(通称神サイト)に、おびただしい数の各社の歴代のNゲージ蒸気機関車模型が紹介されています。
それらの画像を仔細に見ますと、模型によっては、実際にリンク機構になっているものもあるように見受けられます(天賞堂など)が、主流は、KATOのような差込式のようです。
そこで、KATOの模型を加工して、リンク機構に改造が可能か、試してみることにしました。つまるところは、好奇心です。
合わせて、ハイスピードドライバのピンバイスとしての利便性を試す課題にもなります。
(注)以下の工作・加工は、後戻りのできない改造であり、模型をジャンクにしてしまう危険性の大きなものです。改造部分の耐久性も不明です。また工作自体も、細かい作業が多くそれなりに危険を伴います。成功の保証もありませんので、参考にされる場合は、自己の責任においてなさるようお願いいたします。
加工の種車は、KATO C62 山陽形(呉線)2017-5 を用いました。鉄道模型は中古でも安くはなく、また動くことが保証されている必要があるため、量販店で安かった新品を入手しました。
今回の工作・加工では、車両の分解はしない、という方針にしました。ロッド類が外れるほどの分解はかなりの本格的なものとなり、正しく復元できる自信がなかったこと、工作の過程で仮組みが簡単にできなければ困ること、また、一応外から見える場所なので、何とかなるはず、とあえて楽観視して、作業に取り掛かりました。
なお、合併テコとラジアスロッドは、位置的にかなり離れており(日本型Nゲージにおける縮尺1/150と車輪間隔1/119の齟齬の影響とみます)、しかもロッドが金属なので、直接つなぐのは作業上困難です。むしろ、はじめから開いていた、バルブスピンドルガイドの縦穴に差し込んで、ここでジョイント結合させても、形態上矛盾しないと考え、合併テコはバルブスピンドルガイドと結合させることとします。
ここからいきなりユニオンリンクをニッパーで切断します。
もう後へは戻れません。
合併テコはφ1.5mmの銅丸棒、ユニオンリンクはφ1mmの銅丸棒から、叩きと削り出しで作製することにします。真鍮ではなく銅を採用したのは、銅のほうが叩きや穴あけが少し楽なこと、また色合い的に、黄色みを帯びた真鍮より赤みを帯びた銅のほうが目立たなくてよいと考えたからです。

銅棒は、レール床(レールアンビル)の上で、金槌で叩きます。直接叩くとレール床を傷める恐れがあるので、ステンレス板に挟みました。真鍮も叩いてみましたが、真鍮のほうが硬く、叩いているとステンレス板に凹みが生じます。
ちなみに、この部材を金属棒からの叩きとしたことは、鉄道模型の工作にレール床を使いたかったから、というところもあります。
合併テコの部材に、ルーターで溝を切ります。少し幅が大きすぎるのですが、許容範囲と見ました。
各部材のジョイント結合のために、φ0.3mmの穴を開けます。ここでハイスピードドライバ(HSD)を使います。

ハイスピードドライバに、小径ドリル用チャックを介して、タミヤのピンバイス用精密ドリル刃(φ0.3mm 軸径1mm)を装着しました。
これでドリル刃はかなりの高速回転が可能になります。
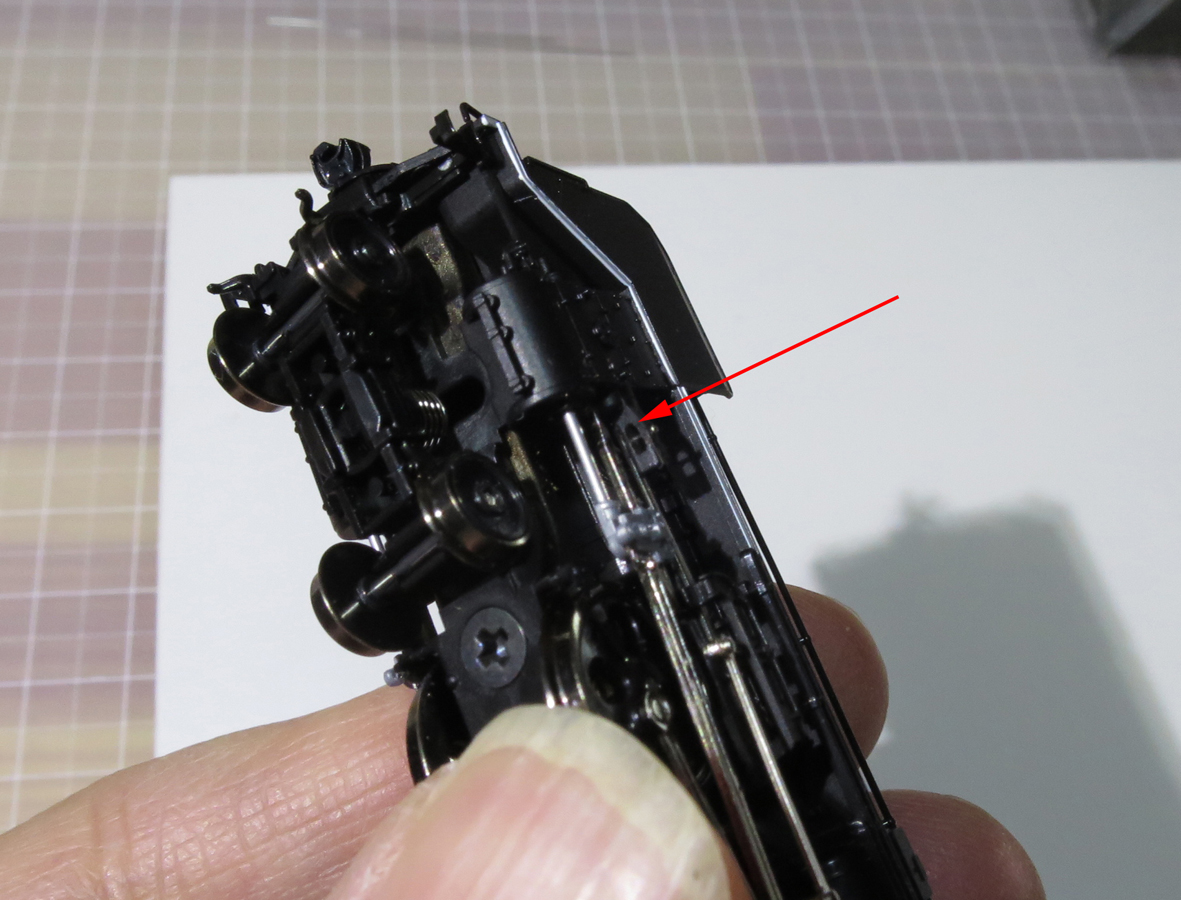
クロスヘッドの、ユニオンリンクのジョイント箇所に、φ0.3mmの穴を開けます。元からあったモールドに凸部があって、ニッパーで切除しようとしたのですが、完全には取れませんでした。
機関車に装着したまま、クロスヘッドへの穴あけを敢行しました。


また、ユニオンリンク、合併テコの各部材にも、φ0.3mmの穴を開けました。
以下の動画は、ハイスピードドライバによる穴あけの様子です。
クロスヘッドへの穴あけは、順手持ちです。両方が手持ちで、凸部への穴あけなのでかなり難度が高いです。老眼も手伝ってヘッドルーペでも見難く、かなり運任せの作業になります。
ユニオンリンク・合併テコへの穴あけは、逆手持ち(リバースポジション)です。こちらも見にくいのですが、ちゃんと見えていれば、台上下向きのこちらのほうが作業はしやすいです。
ハイスピードドライバによる穴あけは、ピンバイスよりは明らかに回転が早く、作業性も高いと思います(何より軽快感があります)。またルーターにドリルを装着するよりは明らかに遅く、それがかえって作業の正確性と穿孔の精度、ドリルの破損抑制に有利と考えます(記事の最後に比較を述べています)。
動画にはありませんが、バルブスピンドルガイドにも、縦穴の位置に側面からφ0.3mmの穴を開けています。
ちなみに、部材の長さ(部材に開ける穴の間隔)は、データがあるわけでもないので、感覚で決めています。ぶっつけ本番で、まずかったら作り直す、というスタンスです。
この後、ひたすら部材を削っていきます。ルーターに砥石を装着して削る形がメインです。

持ち手を切断するのが早すぎて、細くするのが難しくなりました。
また仮組みで合併テコが長すぎることが判明し、この段階で、穴あけのやり直しをしました(2度)。


幅が0.8mm弱くらいに細くなっているところへの穴あけは、かなり厳しいですが、何とか開きました。2度目の穿孔で、若干短すぎになりましたが、許容範囲としました。
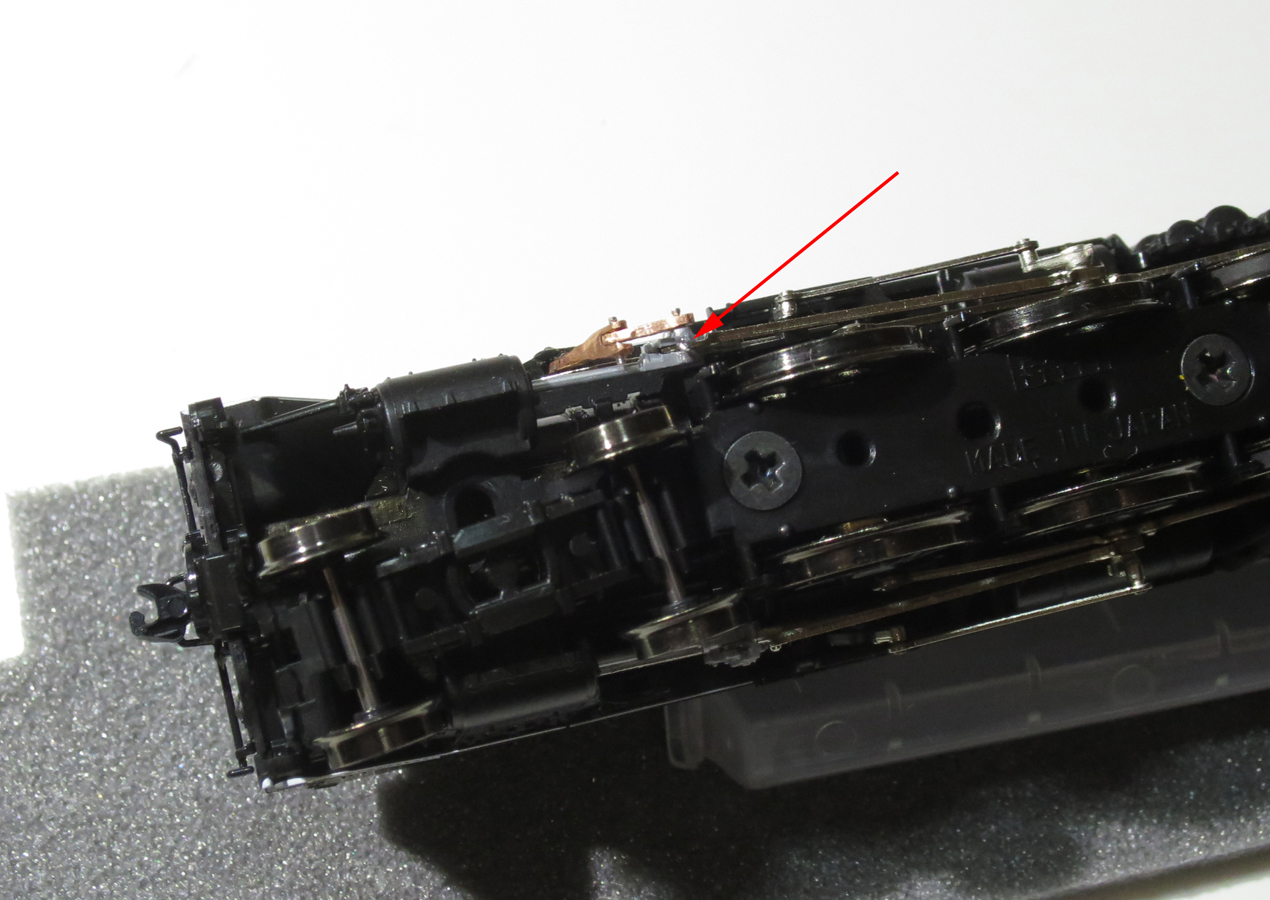
おおむね形ができてきたところで、機関車に仮組みしてみます。
見えている針状のものは、「有頭シガ昆虫針 00号」で、φ0.3mmと都合がよく、穴の片方はこの頭をピンにして止め、他方は短く切った足を接着剤で止めれば部材のジョイント結合ができるのでは、と考えました。
仮止めの結果、バルブスピンドルガイドへのジョイント用の0.3mm穴が元の穴の中央に空けられていないことがわかり、バルブスピンドルガイドの縦穴を前側に拡張することになりました。
0.6mmのドリルの腹でごしごしするだけの雑な作業ですが、それなりに拡幅できました。
また、ピンを入りやすくすることと、ガタを許容する意味もあり、合併テコのバルブスピンドルガイド側の穴を0.4mmに拡張しました。
短く切った昆虫針をさして、接着していきます。

接着は、ホームセンターで購入したゼリー状瞬間接着剤です。接着強度に不安はありますが、とりあえずやってみるスタンスです。
バルブスピンドルガイドへのピンの接着は、表側(頭側)から行っています。
(備忘録的記録です:ユニオンリンク穴間3.2mm 合併テコ穴間5.5mm)
なお、スライドバー(滑り棒)にガタがありましたので(初めからあったか工作の過程で生じたかは不明)、モーションプレートに押し付けて瞬間接着剤をつけておきました。
(追記)
所持するKATO蒸機数両を調べてみましたところ、程度の差はあれ、スライドバーには、ある種の遊び(ガタ)が許容されているような造りになっているようで、モーションプレートには固定されていないように見えます。走行の安定性を重視する場合、スライドバーはそのままにしたほうがよいと思います。
全体像です。はじめにお見せしたものと同じ画像です。
オーバースケールですが、実験なので、強度と動作の確実性を優先しました。もう少し細くできたという思いはあります。
真横から見れば、そんなにおかしくはないと評価しています。
斜めからの画像は、少し恥ずかしいのですが、以下のとおりです。

斜めからみると、明らかに大げさに見えますが、明るく光っているところだけみれば、まあまあともいえます。
実験機なので、これで良しとします。リンク機構が成立しているかどうかのほうが問題です。
同じ機種がもう一両ありますので、比較に並べたものです。

スケール(細さ)的には元のほうが明らかに実物に近いです。今回の加工の主張は、金属であることと、(動作すれば)リンク機構になっていることです。
以下は動作の検証動画です。まだ公式側だけの改造ですが、リンク機構は成立していました。
クロスヘッドに若干の負担がかかっているようで、ピストン棒の動きが大きくなっています。
総合的な印象としては、スケール感の評価はともかく、動きに蒸気機関車らしさはそれなりに出ているのでは、と思います。
なお、ハイスピードドライバのピンバイス的使用の、Nゲージ鉄道模型への適用については、
のページで、「ピンバイスとしての使用」として、TOMIXのEF210(「JR EF210形コンテナ列車セット」(92491))のディテールアップを行った例を載せていますので、あわせてご参照ください(動画は解放テコ受け金具の製作(穿孔)です。そこではノーマルポジションで作業しています)。

最後に、ハイスピードドライバ(HSD)の、ピンバイスとしての性能を比較してみました。
同じ銅板(幅約1.6mm、厚さ約0.5mm)で、HSD、ピンバイス、ルーターでの穿孔(0.3mm)を比べてみたものです。
使用したドリルは全て同じ(タミヤピンバイス用精密ドリル刃 74114(φ0.3mm 軸径1mm))です。
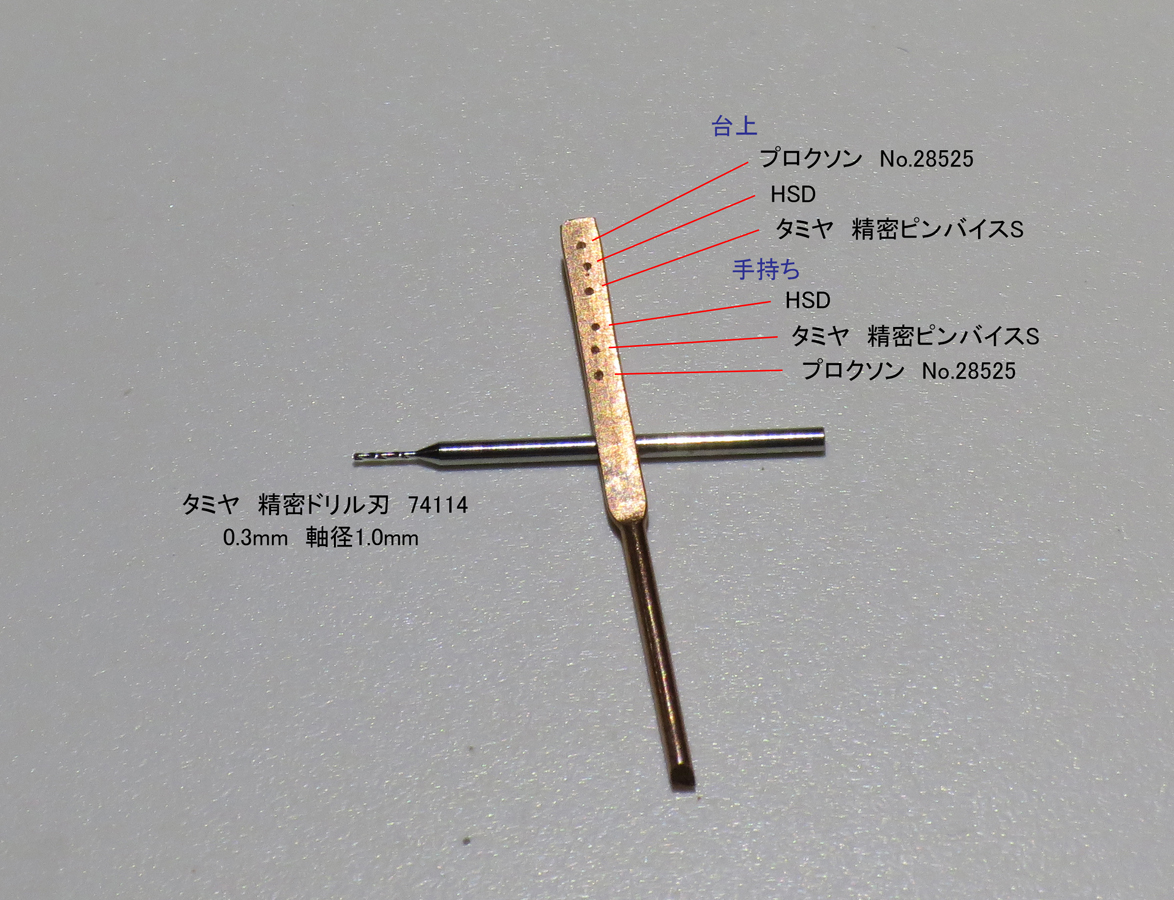
上から、
台上の穿孔で、ルーター(プロクソン No.28525 最低速8000rpm)、HSD、ピンバイス(タミヤ精密ピンバイスS)
手持ち穿孔で、HSD、ピンバイス、ルーター
という順序です。
全て、部材にキリ先を接触させてからスタートしています。
穿孔位置が、中央からずれているのは、道具ではなく作業者の問題(老眼と注意不足)です。
ルーターは、穿孔速度は当然いちばん早いのですが、わずかな芯ぶれと、切削能力の高さから、穴がわずかに大きめに開く傾向があります。また、切りはじめにドリルがずれやすい点も注意を要します。
HSDとピンバイスは、力の入れ方にもよりますが、HSDの方が2~3倍早く穿孔できる印象です。穴の品質は、ほぼ同じに見えますが、贔屓目に見ると、HSDの方がごくわずか、小さく開いているように見えます。
またピンバイスは、ネジを切るようにキリが入った後、穴を丸く仕上げるのに少しもたつくことがあります。HSDでは、回転速度がはやく、はずみでから回しもできますから、比較的に簡単に穴を丸くできます。
ピンバイスも、部材が柔らかく、また十分に慣れれば、まったく違和感なく穿孔できると思いますが、私には、HSDによる高速穿孔の方が、作業がしやすく感じました。